Лучший клей для пластика ABS, PLA, PETG, SBS, TPU и нейлона
Склеивание деталей важная часть 3D-принтинга, т.к. печать модели по частями может минимизировать количество материала расходуемого на поддержки, оптимизировать прочность детали за счет изменения направления слоев и позволяет создавать более крупные сборки в связи с тем, что область печати зачастую ограничена. В этой статье рассмотрим какие клеи подходят для пластиков для 3D печати и в каких условия нужно их использовать.
Техника безопасности! В составе клеев содержатся токсичные растворители и составляющие, настоятельно рекомендуем использовать средства индивидуальной защиты, перчатки и при необходимости респираторы, не допускайте попадания клея и растворителей в глаза и на кожу.
Цианоакрилатный клей, самый популярный

Цианакрилат, более известный как «суперклей » или секундный клей, является лучшим универсальным клеем для пластика. Он не самый прочный, поскольку хрупкий после отверждения и как следствие недолговечный, но его должно хватить для большинства применений.
Этот клей универсален и имеет короткое временем схватывания. Он бывает жидкой и гелевой консистенции, что делает его идеальным как для заполнения трещин и мелких сколов. Шов между деталями получается очень тонким.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Безопасность: Используйте в проветриваемом помещении, держите подальше от кожи и посторонних предметов.
Подходит для PLA, ABS, PETG, SBS, плохо работает с нейлоном, TPU и фотополимерами
Суперклей размягчается от диметилсульфоксида, а также растворяется под воздействием гептана, ацетона и изопропанола. Тем не менее, сегодня это один из самых популярных в быту и простых в применении клеев.
Склейка собственным материалом с помощью растворителя, лучшая прочность

Какие растворители используются для тех или иных пластиков прочитайте в нашей статье по постобработке 3D модели после печати
Склейка растворителем отличается невероятной прочностью, из представленных здесь способов склеивания это единственный, в котором не используется дополнительный материал. Вместо добавления склеивающего вещества, растворитель обеспечивает адгезию поверхности на молекулярном уровне, делая шов невероятно прочным при правильном нанесении и соблюдении технологии. Это также означает, что не требуется дополнительного слоя между деталями или не добавить веса конечному изделию, что значительно упрощает процесс проектирование изделия.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности. Нанесите ровно столько растворителя, чтобы поверхность стала липкой. Избегайте попадания на не склеиваемые части детали, т.к. это может сильно деформировать и испортить поверхность.
Лучшие всего подходит для ABS, но если подобрать соответствующий растворитель таким образом можно склеить PLA, SBS, HIPS, TPU, SEBS. PETG равнодушен почти ко всем растворителям, кроме HFIP (гексафторпропанол ).
Холодная сварка ABS пластика:
Полиуретановый клей, универсальный

Даже нейлон, материал который имеет плохую адгезию поверхности, будет надежно склеен.
Основным недостатком полиуретановых клеев — это то, что для надежного склеивания требуется достаточная толщина слоя между склеиваемыми деталями.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для: PLA, ABS, PETG, SBS, нейлона, отлично подойдет для TPU
Эпоксидные клеи, высокая прочность

Обычно это двухкомпонентые составы, в одном флаконе эпоксидная смола в другом отвердитель.
Эпоксидные клеи обладают и некоторыми недостатками. Смесь нельзя выбирать для работы с никелем, полиэтиленом, цинком, силиконом, хромом и тефлоном. Запрещено склеивать такими составами предметы, которые соприкасаются с продуктами. Еще один минус — высокая скорость отвердевания, поэтому работать следует очень быстро и точно, иначе исправить возможные огрехи будет невозможно. После отвердения такой клей очень сложно убрать с поверхности, все элементы которые были испачканы нужно тщательно очистить растворителем (лучше всего подойдет изопропиловый спирт) пока клей имеет жидкую консистенцию. В общем работать с ним несколько сложнее, чем с другими типами клеев.
После схватывания шов можно шлифовать и красить.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для: PLA, ABS, PETG, TPU, нейлона, отлично подойдет для фотополимеров и других смол DLP, LCD, SLA 3D принтеров.
Горячий клей, быстро но ненадежно

Быстрым решением может быть горячий. Он прост в применении, но не прочен и может быть использован для временного склеивания. При использовании будьте осторожны при нанесении на PLA, может деформировать пластик.
Подготовка поверхности: отшлифовать, очистить и обезжирить склеиваемые поверхности.
Подходит для PLA, ABS, TPU, не подходит для PETG и нейлона.

Специальные эластомерные клеи
Специальные резины, обладающие высокими рабочими характеристиками, такие как фторэластомеры, силиконы, полифосфазены и пригодные к литью под низким давлением (КЖ-процесс) полиуретаны, обычно требуют адгезивы, которые специально разработаны с учетом специфики химических свойств эластомеров и типа вулканизации. Специальные клеи предлагаются даже для диеновых каучуков, таких как БНК и гидрированный БНК, широко применяющиеся в уплотнениях.
Клеи для специальных эластомеров могут функционировать удовлетворительно как одиночные слои, то есть не требуют нанесения праймера. Функционально один или несколько адгезивных ингредиентов могут прочно и необратимо хемисор-бироваться на чистых металлах под действием нагрева при вулканизации. Для соединения с эластомером почти неизменно существуют реакционноспособные составляющие, которые образуют поперечные химические мостики с активными участками в эластомере или с помощью их активного вулканизующего действия (например, со свободными радикалами, возникающими во время пероксидной вулканизации (сшивки) силиконовых каучуков). Для приемлемой прочности склеенных специальных эластомеров пленку адгезива принято подвергать внутренней конденсации или сшивке (созданию поперечных межмолекулярных связей).
Адгезивы для специальных эластомеров часто основаны на органофункцио-нальных силанах или реакционноспособных фенольных смолах. Как и в случае клеев для диеновых каучуков, в качестве носителя иногда применяют воду, а не органические растворители.
Клеи термопластичных эластомеров
Как уже отмечалось, значение термопластичных эластомеров в последние годы заметно возросло. Для соединения большинства термопластичных каучуков выпускаются клеи, действие которых обычно сильно отличается от вулканизуемых клеящих веществ. Для получения достаточно прочных и надежных соединений необходимо опираться на физико-химические процессы — диффузию и адсорбцию — наряду с образованием поперечных мостиков или межфазных химических реакций. В процессе изготовления узлов с термопластичными эластомерами можно применить весьма ограниченный нагрев для осуществления физических или химических процессов, которые, как считается, важны для формирования хорошего соединения. Несмотря на это, некоторые адгезивы для термопластичных эластомеров составлены как двухкомпонентные системы для образования поперечных связей внутри ад-гезива. Это позволяет сделать связи более устойчивыми к сложным условиям эксплуатации.
Обладающие меньшей полярностью термопластичные эластомеры обычно требуют применения двухслойных клеевых систем. Другие, например, полиуретаны и пластифицированный ПВХ в некоторых случаях эффективно связываются с металлом или со стеклом однослойными клеями.
Как приклеить ТЭП подошву к обуви?
Подошва является наиболее уязвимым элементом обуви, поскольку подвергается высоким нагрузкам. Со временем платформа может растрескаться, лопнуть или просто отойти от основания. В этом случае есть только одно решение – замена подошвы. Для ремонта изделия не нужно обладать специальными знаниями. Достаточно приобрести подходящий клей и следовать инструкции. Всю полезную информацию о замене обувной подошвы Вы узнаете в нашей статье. 
Какой клей выбрать для подошвы?
Большинство российских и китайских производителей используют подошву на основе термоэластопласта. Для склеивания этого материала лучше всего подходит полиуретановый клей – «Десмикол» или его аналоги. Такие вещества содержат полиуретановые смолы и модифицирующие добавки. О прочности соединения говорит тот факт, что кроме ТЭП состав используется для склеивания ПВХ, кожи, пластика, металла и стекла.
К достоинствам полиэтиленового клея также относятся:
Приклеивание подошвы к обуви: инструкция
Для начала снимите старую подошву и удалите все скобы с обуви. Основание, на которое планируется наносить клей, нужно очистить от грязи, обезжирить, убрать старый клей при помощи шпателя. Затем поверхность просушивают и шлифуют наждачной бумагой, чтобы придать шероховатую текстуру. Дальнейший порядок работ зависит от способа приклеивания.
Холодный способ

Горячий метод
Данный способ подходит для склеивания подошвы с кожаной обувью. Порядок выполнения работ:
Обувь, склеенную горячим методом, можно использовать спустя 48 часов.
Мокрый метод
Данный способ подходит только для однокомпонентного клея, который представляет собой готовую к применению смесь. Процесс склеивания состоит из следующих этапов:
Для большей прочности производители рекомендуют прессовать детали при всех методах склеивания. Это обусловлено тем, что при отвердевании шов начинает пениться. После застывания состава удалите излишки клея.
Форум о полимерах ПластЭксперт
Крупнейшая независимая площадка для обсуждения вопросов производства и переработки пластмасс и эластомеров различными способами. Рекомендации ведущих специалистов.
#1 Сообщение Kuzma42 » 03 июн 2016, 11:06
#2 Сообщение crow1989 » 03 июн 2016, 11:45
Скорее всего это Термоэластопласт. А склеен скорее всего ручным экструдером. Если нужен ТЭП в Питере можно обратиться в компанию Фрагмит Пласт.

#3 Сообщение Shadow » 03 июн 2016, 12:00
#4 Сообщение vhmara » 03 июн 2016, 12:04

#5 Сообщение Sipin » 03 июн 2016, 12:08
Считаю, что с вероятностью, примерно, 85% это ТЭП и 15% возможно это «хороший» ПВХ пластикат.
И, как однажды правильно сказал ув. Maks 42- «Измерьте плотность, и я скажу, что это.»©, измерьте плотность и напишите сюда и с точностью, думаю, 90% Вам назовут, что это за материал. А если еще и твердость ШОР с удлинением на разрыв скажите. ))
#6 Сообщение cs-mb » 03 июн 2016, 12:17
#7 Сообщение Sipin » 03 июн 2016, 14:27
#8 Сообщение Sergpolimer » 03 июн 2016, 14:50

#9 Сообщение Polli_mer » 03 июн 2016, 15:50
#10 Сообщение stup_mened » 03 июн 2016, 16:51
#11 Сообщение st_alexander » 03 июн 2016, 20:20

#12 Сообщение ПластСтер » 03 июн 2016, 20:51
#13 Сообщение Kuzma42 » 06 июн 2016, 09:32
#14 Сообщение Kuzma42 » 06 июн 2016, 09:40
#15 Сообщение Kuzma42 » 06 июн 2016, 09:55
#16 Сообщение Kuzma42 » 06 июн 2016, 09:59
crow1989 писал(а): День добрый.
Скорее всего это Термоэластопласт. А склеен скорее всего ручным экструдером. Если нужен ТЭП в Питере можно обратиться в компанию Фрагмит Пласт.
#17 Сообщение Kuzma42 » 06 июн 2016, 10:03
#18 Сообщение Sergpolimer » 06 июн 2016, 10:25
#19 Сообщение vhmara » 06 июн 2016, 10:47
Стыковочный станок и оправки под профили поставлялись компанией «Berstorff», но они были не их производства, шли как дополнительное оборудование и шилдики на них были сняты.
Также вызывает сомнение,что Вам удастся найти «готовый» профиль именно такого сечения, его всё равно придётся изготавливать методом экструзии. А так как изделие в общем-то не очень габаритное, не будет ли его проще отливать целиком?
И по поводу склеивания. 88 клей- не вариант. Вариант- профиль из ПВХ + «косой рез» профиля + моментальный клей «Космофен» (им ещё натяжные потолки ремонтируют)..
Обзор термопластичных полиуретанов (TPU) разной эластичности и твёрдости.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
До некоторых пор я был уверен, что все полиуретаны примерно одинаковы.
Чем вообще интересны термопластичные полиуретаны?
А вот чем. Это эластичные пластики, с идеальной свариваемостью, хорошей стойкостью при нахождении в атмосферных условиях, очень низкой истираемостью.
Это не фразы из Википедии, это всё проверено на личном опыте.
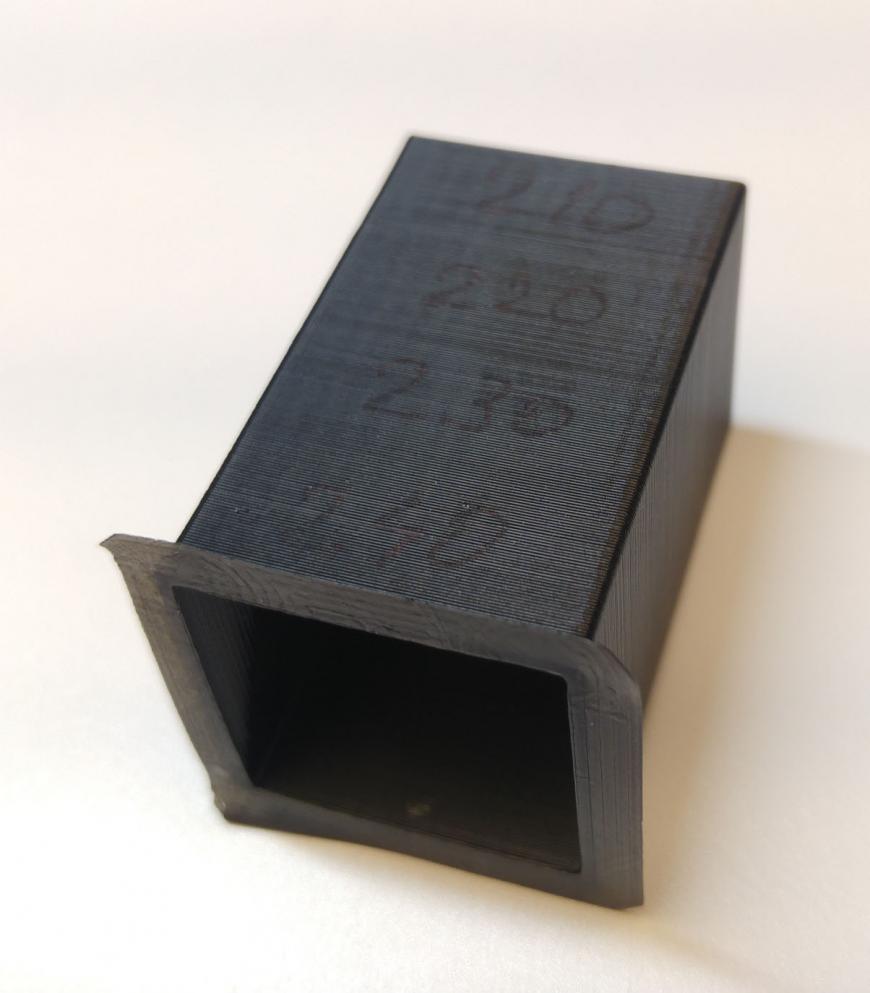
Например, свариваемость. Ни одну деталь толщиной всего в один периметр ни из одного полиуретана мне не удалось разорвать по слоям как я ни старался:
Стойкость при нахождении в атмосферных условиях.
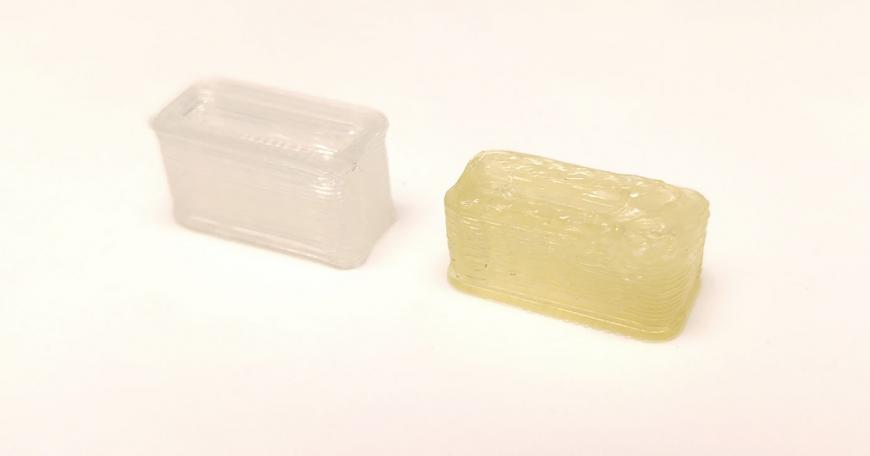
Слева лежавшая в помещении, справа год на солнце. На верх второй детальки внимания не обращайте, это был изначально брак, поэтому её не жалко было «пытать».
Напильниками полиуретан не пилится почти вообще никак. После нескольких усердных движений даже заметных следов может не остаться:
С какими пластиками можно ещё сравнить TPU?
Свариваемость у них в общем такая же хорошая, как и у полиуретанов.
И так же как и TPU склеивать их проблематично. На данный момент доступные клеи для них мне неизвестны, рад если кто-то в комментариях напишет чем их всё-таки можно склеить.
По простому, если смять тонкую полиуретановую, деталюшку, она вернёт свою форму почти полностью. Если смять ТПЕ, то останутся заломы:
На самом деле, это важное свойство не только для итоговой детали, но и для процесса печати.
Вот для примера, как ведут себя прутки TPE и TPU при растяжении:
Как видно, упругая деформация TPE довольно быстро превращается в необратимую пластическую.
А полиуретан восстановился полностью.
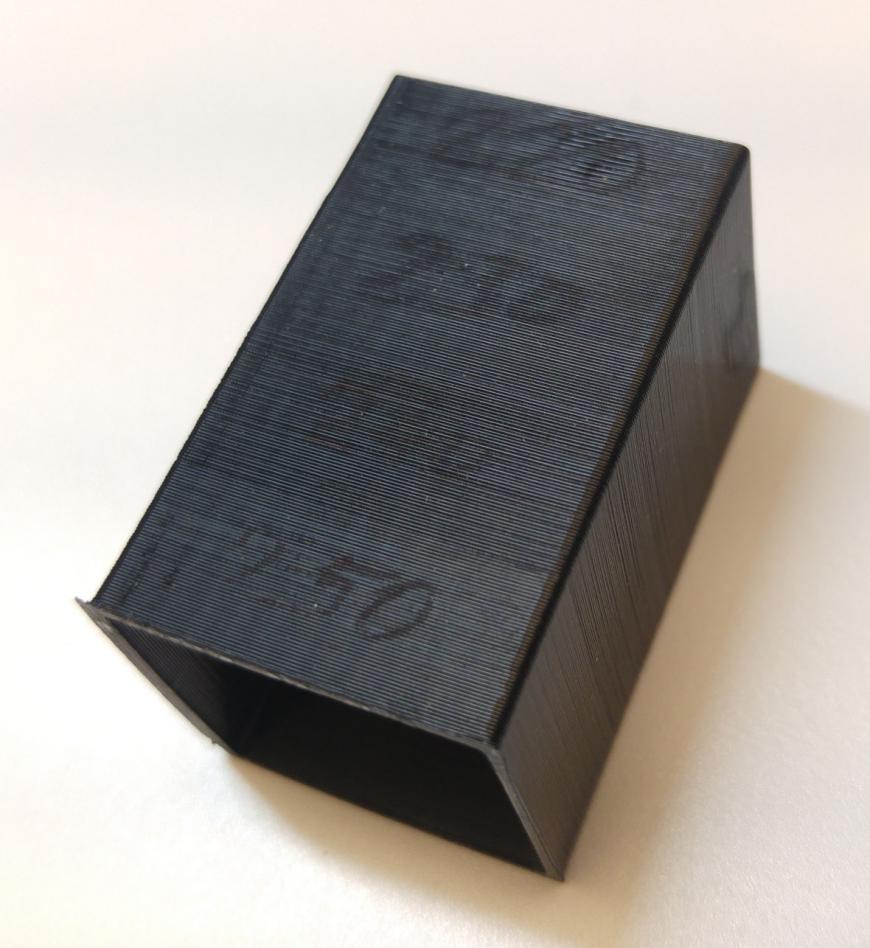
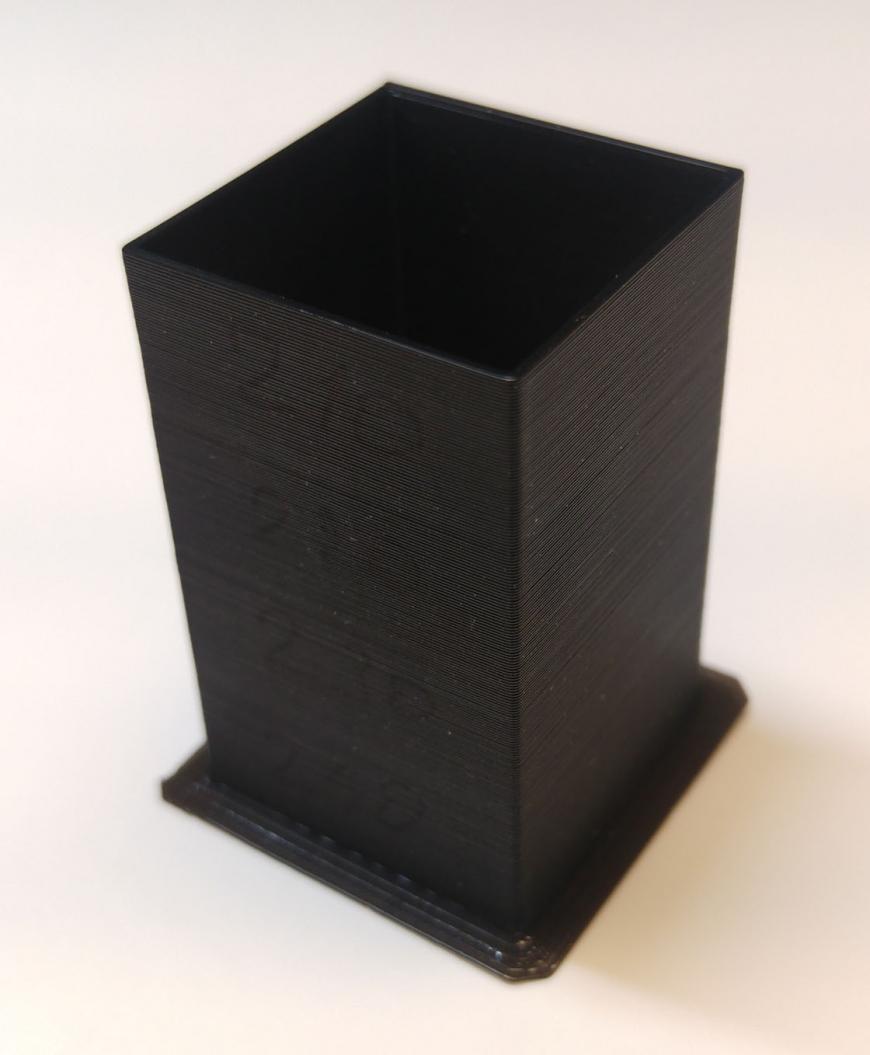
В качестве тестовых образцов я обычно печатаю температурные столбики, толщиной в один периметр, с разной температурой через каждый сантиметр столбика.
Это позволяет выявить рабочий диапазон пластика, свариваемость и косвенно его гигроскопичность.
Самый мягкий и эластичный полиуретан из линейки производителя. Скорее напоминает силикон.
Прям вот очень мягкий.
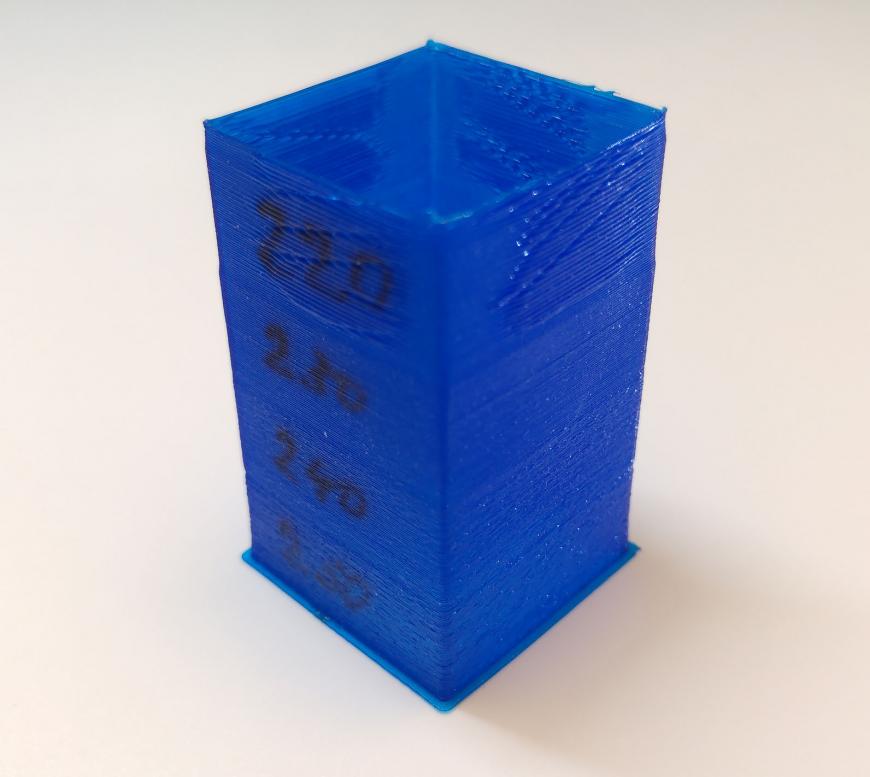
Дефект на 220 градусах вызван тем, что что при этой температуре пластик тоже густой и тонкая стенка из-за своей большой мягкости начинает гулять под соплом с густым пластиком. Впрочем при повышении температуры всё ок даже на такой тонкой стенке. Пузыри на 240-250 градусах это как раз та влага о которой я упомянул чуть ранее и которую полиуретан впитывает с удовольствием. Конечно не так, как нейлон, но больше чем PETG.
Вот, к примеру печать им же, но хорошенько просушенным:
Видно на 240 градусах никаких пузырей уже нет.
Рекомендую печатать им на 230, при просушке на 240 градусах.
Все дальнейшие тесты были только хорошо просушенным пластиком!
Итого. Пластик очень эластичен. Поэтому, прежде чем его заказать, вы должны быть уверены, что ваш принтер способен печатать такими мягкими материалами.
Впрочем производитель бесплатно раздаёт всем желающим свои пробники. И можно относительно безболезненно проверить сможет ли ваш принтер печатать таким пластиком. Так же их можно использовать для проверки устойчивости той или иной разновидности полиуретана к интересующему вас растворителю или маслу. Ведь использование в качестве прокладок это один из наиболее очевидных применений этого материала. Но о пробниках чуть позже.
Более жёсткий полиуретан. Но тем не менее существенно более мягкий чем последующие варианты.
И несколько более мягкий, чем эластомеры некоторых других производителей.
Печатается он уже хорошо на всём температурном диапазоне (производителем заявлено 205-235):
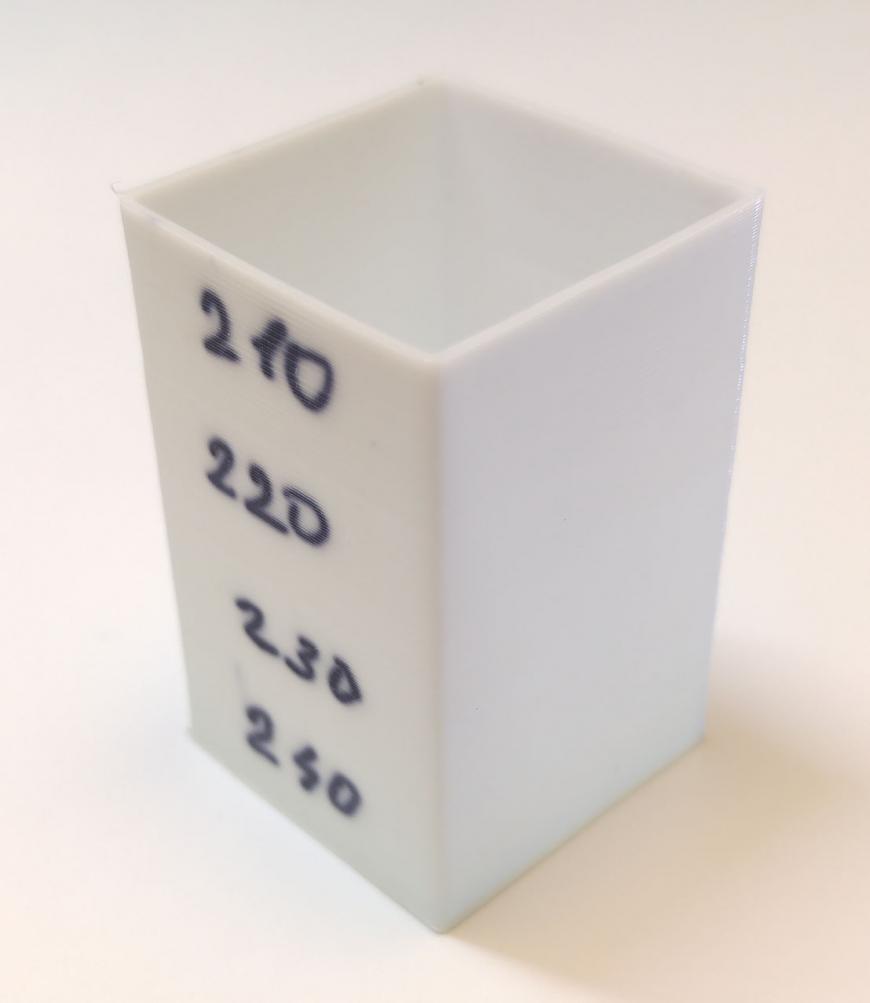
Фокусироваться на белом фотоаппарат категорически отказывается, даже в ручном режиме, так что придётся поверить на слово, что деталь на всём диапазоне идеальна.
Тонкая стенка держится достаточно уверенно и не изгибается под соплом даже на минимуме температуры из рабочего диапазона.
Ещё я у Spring заметил одну интересную особенность. Его поверхность с очень большим коэффициентом трения. Он как бы покрыт (в том числе и после печати) чем-то очень нескользящим.
Как бы это объяснить. Вот если кто брал в руки мелкую толчёную канифоль или раствор канифоли в спирте проливал на руки и высушивал и тёр потом, вот эффект примерно такой, как от канифоли на пальцах.
Не знаю, фича это или баг в пластике, но такой момент есть. В остальных модификациях этого эффекта или нет или он выражен значительно меньше.
Итого. Я бы сказал это наиболее оптимальный вариант. Хотя тут конечно всё от назначения зависит. С одной стороны он более жёсткий, чем предыдущий, соответственно проще в печати, но в тоже время он существенно более мягкий чем следующие. Тем обиднее, что прозрачной версии его не бывает.
На этом месте должен был быть полиуретан чуть более жёсткий, чем Spring, чтобы им можно было печатать проще и быстрее, иметь прозрачный вариант, как наиболее универсальный.
Но к сожалению у этого производителя такого варианта нет, поэтому переходим к следующей модификации.
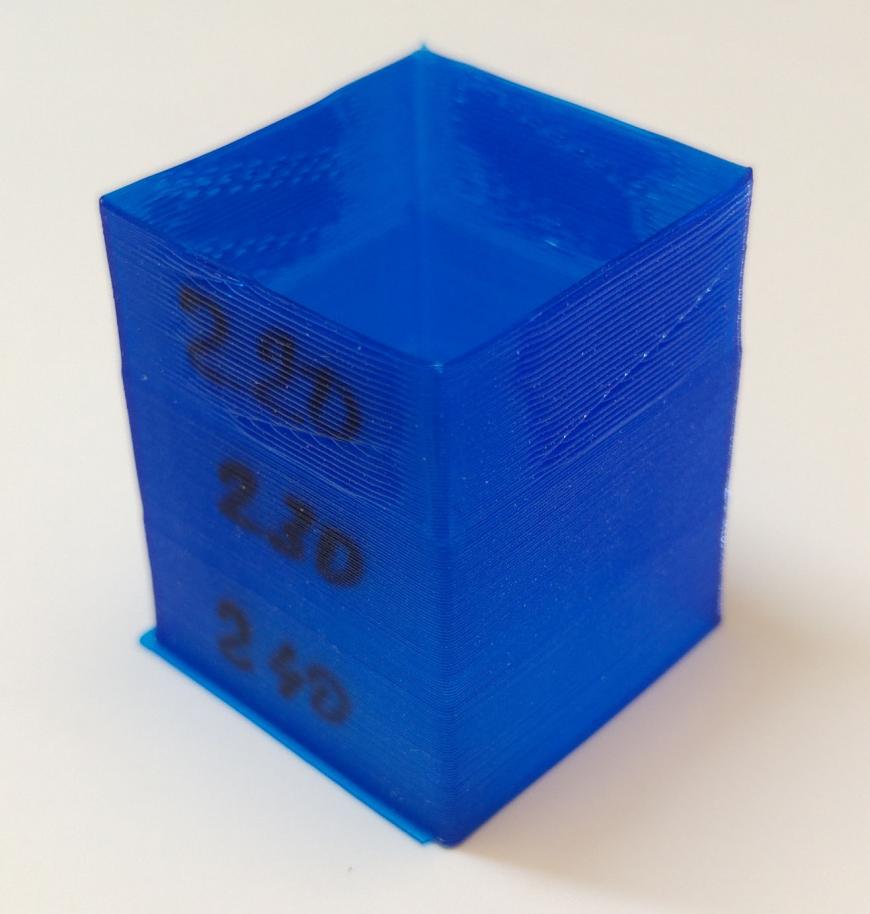
Это уже гораздо более жёсткий и менее эластичный вариант. Трудно с чем-то его сравнить. Скажем так, по эластичности это уже явно не резина, и даже не жёсткая резина. Возможно из подобного материала делают полиуретановые молотки для керамогранита.
Печатать им уже совсем просто.
Печатал на 220-250, как и заявлено производителем. На 220 густой и слегка есть дефект, аналогичный как на Soft. На остальном диапазоне дефектов нет, деталь в реальности выглядит приличней, чем на фото.
Итого. Затрудняюсь чётко описать назначение этого материала. Ну наверно первые потребители, это те, кому нужна именно такая твёрдость и эластичность. Ну и возможно те, кому хочется попечатать эластомерами, но принтер этого не очень-то позволяет.
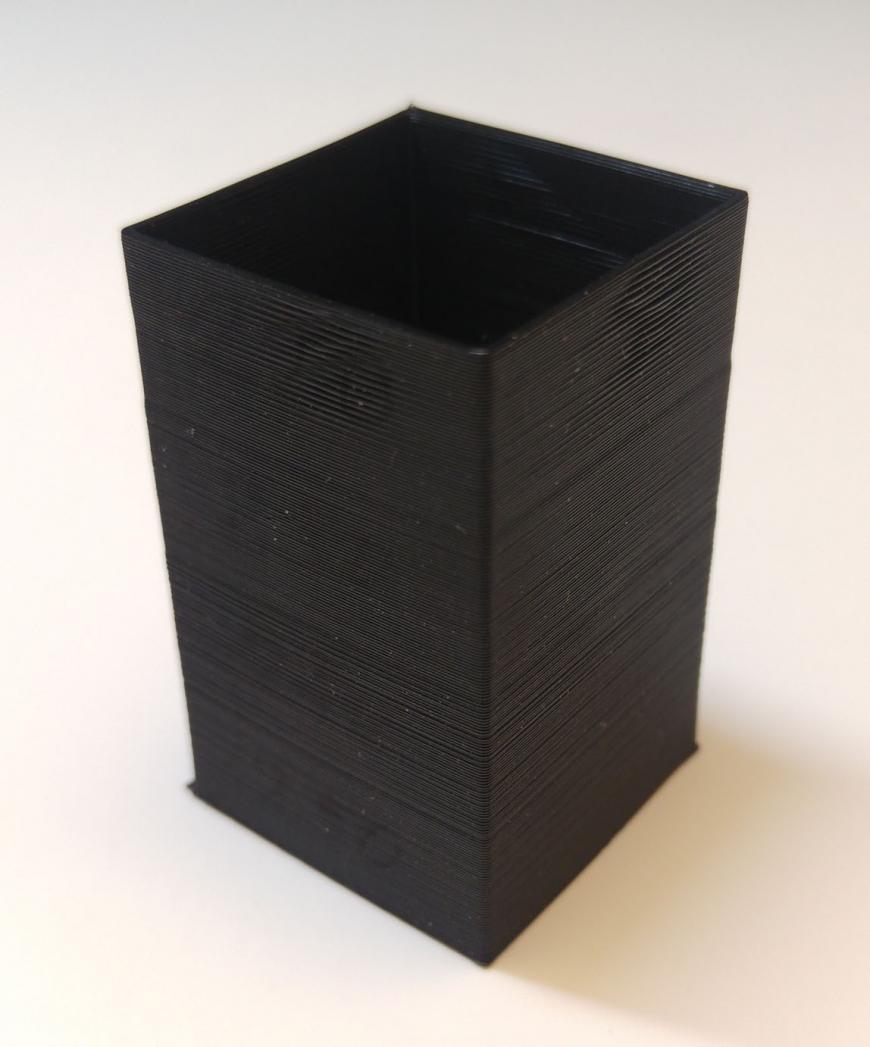
Это ещё боле жёсткий полиуретан. По твёрдости и эластичности скорее в чём-то напоминает SBS. Но разумеется по прочности и свариваемости они просто на разных планетах. Полиуретан есть полиуретан, разодрать и сломать его разумными усилиями просто невозможно.
Разумеется печатать им будет так же легко на любом принтере как и жёсткими пластиками.
 Печатал на 210-250 градусах, при заявленных 205-235. У этого пластика получилась самая красивая поверхность.
Печатал на 210-250 градусах, при заявленных 205-235. У этого пластика получилась самая красивая поверхность.
Итого. Почему то, когда я попробовал этот филамент, я решил, что из него будут получаться отличные ударостойкие корпуса. Разбить его, невозможно, всё-таки это какой-никакой эластомер, в тоже время он достаточно жёсткий, что позволяет сохранять форму корпуса под нагрузкой.
Тем не менее это всё таки не ABS и даже не PETG, некая гибкость всё же есть и стенки должны быть потолще. Возможно из этого материала будут получаться славные шестерёнки, правда не мелкие. Они будут беречь остальную трансмиссию, в виду свей некоторой эластичности. А низкая истираемость полиуретана позволит им служить долго. Ну и треснуть такая шестерёнка внезапно не сможет.
В конце небольшое видео сравнения мягкости этих пластиков:
Теперь несколько практических примеров использования эластомеров.
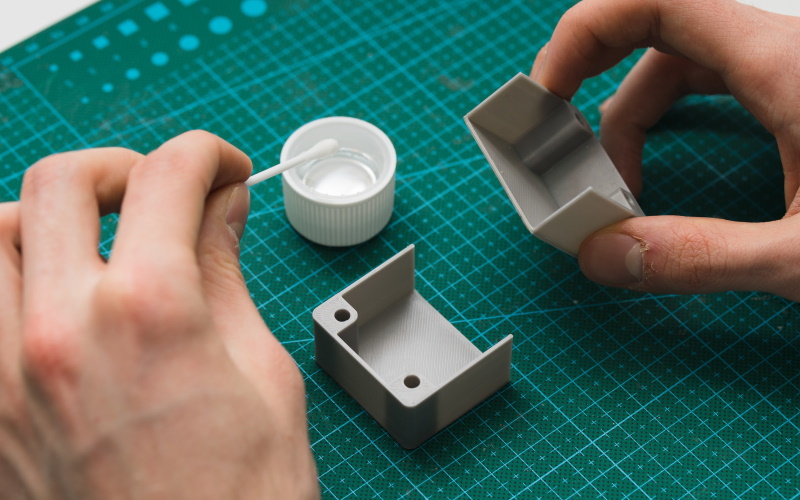
Напечатал несколько заглушек для компьютера: на SATA Power, SATA Data, USB, Jack 3.5, Molex




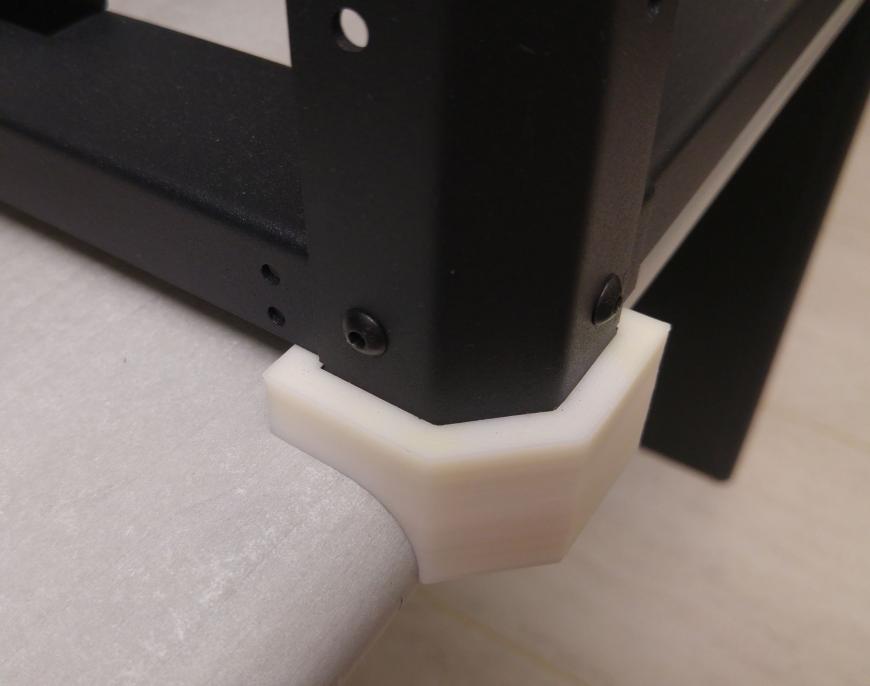
Ножки на свой новый принтер:
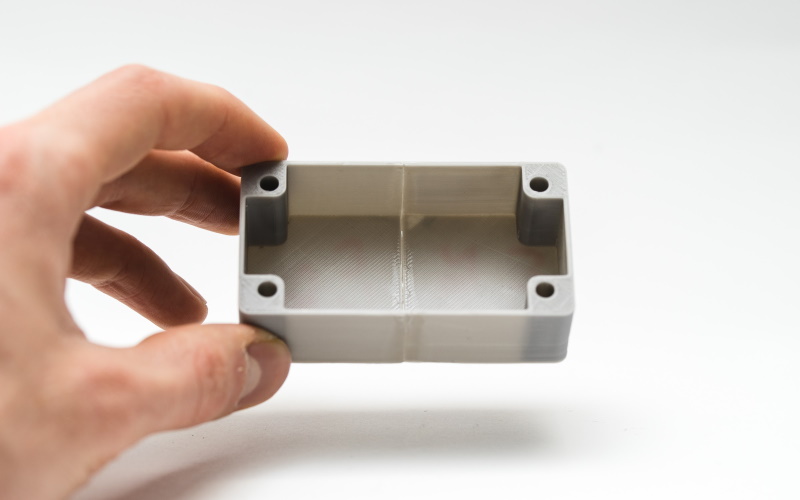
Мягкое колечко в отверстии стального корпуса:
Крышка на объектив камеры:

Ещё несколько применений есть в моём профиле.
Итого. Полиуретаны разные нужны, полиуретаны разные важны. Мне нравятся полиуретаны, мне нравится, что у одного производителя есть ряд полиуретанов разной жёсткости и эластичности.
Кстати насчёт терминологии. Жёсткость и эластичность это не разные определения одного явления. Например Flex Soft из обзора и пластилин имеют примерно одинаковую жёсткость, но вот Flex Soft очень эластичен, а пластилин вообще нет (он пластичен). Или чистый алюминий (не дюраль). Он жёстче и пластилина и всех полиуретанов, тем не менее по эластичности он как пластилин, а не как полиуретан.
Теперь о бесплатных пробниках.
Особенно это актуально с учётом высокой цены полиуретанов.
Пробники этих (и не только этих) пластиков производитель высылает бесплатно всем желающим, получателем оплачивается только стоимость доставки.
Страничка заказа пробников:
Пробников 10 штук. Можно выбрать любые из ассортимента производителя, а это разные вариации полимеров: ABS, HIPS, PLA, Nylon, TPU, PETG, PP, PC.
Но поскольку меня интересовал только полиуретан, я попросил прислать по два пробника полиуретанов вместо других пластиков, чтобы помимо тестовых столбиков напечатать ещё что-то полезное. И производитель пошёл мне на встречу.