Фреза дисковая по металлу
Непривычной формы режущий инструмент – фреза дисковая широко используется в металлообработке. Отрезные пилы малого диаметра ставят на болгарки и используют для раскроя металлического проката, труб, пластика. На производстве дисковыми фрезами раскраивают прокат на заготовки, прорезают пазы и шлицы. Огромные пилы диаметром более 1200 мм устанавливают в конце прокатных станов. Вращаясь с огромной скоростью, они отрезают в нужный размер трубы, слябы, профильный прокат, без остановки валков.

Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
Одной их основных характеристик, влияющих на чистоту резания и производительность, является тип инструмента – размер зуба: мелкий, средний и крупный.

Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Прорезные дисковые фрезы имеют хорошо выраженную ступицу, выступающую над телом фрезы на 0,2–0,6 мм.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Дисковые фрезы
Дисковые фрезы предназначены для обработки узких поверхностей, прорезки пазов, подрезки уступов, отрезки заготовок и т.п. Дисковые фрезы работают в тяжелых условиях несвободного (закрытого с нескольких сторон) резания; процесс фрезерования часто сопровождается вибрациями.
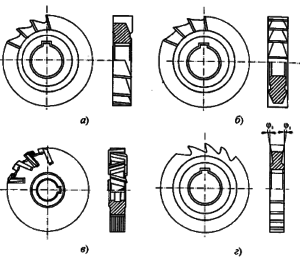
Рис. 4.28. Виды дисковых фрез: а – двухсторонние; б – трехсторонние; в – трехсторонние с разнонаправленными эубьями; г – пазовые; — угол поднутрения
Различают следующие виды дисковых фрез: двухсторонние, трехсторонние, пазовые, прорезные и отрезные (рис. 4.28).
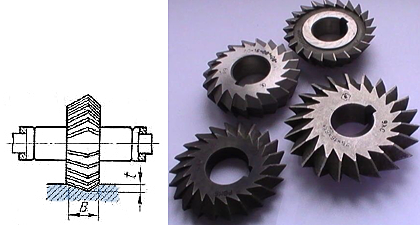
У двухсторонних дисковых фрез (рис. рис. 4.28, а) зубья размещены на цилиндрической и одной торцовой поверхностях, а у трехсторонних (рис. 4.28, б) – на обоих торцах. Соответственно эти фрезы могут обрабатывать две или три взаимно перпендикулярные поверхности в пазах и уступах. Фрезы изготавливаются с крупными зубьями (для черновой обработки) и мелкими (для чистовой обработки). Первые характеризуются удалением больших объемов металла из глубоких пазов, выемок, поэтому они имеют большой объем стружечных канавок. Зубья у этих фрез при малой ширине режущих кромок или прямые, или наклонные к оси. Наклонные зубья к тому же обеспечивают более равномерное фрезерование, имеют благоприятную геометрию торцовых зубьев и лучшее удаление стружки.
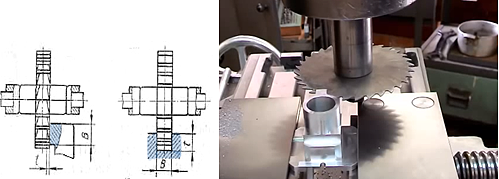
Трехсторониие фрезы изготавливают с разнонаправленными зубьями, что позволяет создать на торцовых режущих кромках положительные передние углы γ>0 (рис. 4.28, в). При переточке ширина такой фрезы уменьшается, поэтому используют также сдвоенные фрезы, состоящие из двух половинок, между которыми закладывают мерное кольцо. Геометрические параметры трехсторонней дисковой фрезы с равнонаправленными зубьями показаны на рис. 4.29.
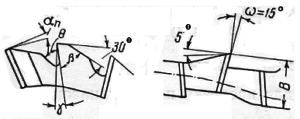
Рис. 4.29. Трехсторонняя дисковая фреза с равнонаправленными зубьями
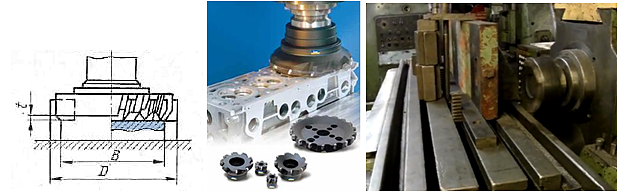
Цельные фрезы изготавливают диаметром d = 63…125 мм и шириной B = 6…28 мм, а сборные со вставными ножами диаметром d = 75…200 мм и шириной B = 12…60 мм. Такие фрезы изготавливают из быстрорежущей стали с креплением в клиновидных пазах с помощью рифлений (рис. 4.28, в). Дисковая фреза со вставными ножами показана на рис. 4.30.
Дисковые фрезы, оснащенные твердосплавными пластинами с механическим креплением, в последние годы получили большое распространение. В конструкциях этих фрез используются способы крепления пластин конструктивно по аналогии с торцовыми фрезами. Однако здесь возникают дополнительные трудности, связанных с необходимостью размещения элементов крепления в узких корпусах фрез. У трехсторонних фрез необходимо также обеспечить надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
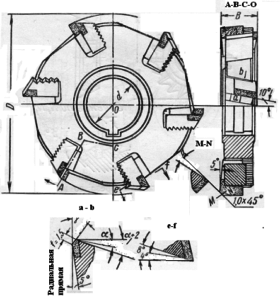
Рис. 4.30. Трехсторонняя дисковая фреза, оснащенная пластинами твердого сплава
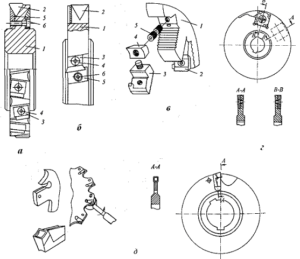
Рис. 4.31. Дисковые фрезы, оснащенные СМП: а – трехсторонняя с «от-крытыми» базами под пластины; б – трехсторонняя с базированием пластин во вкладышах; в – с креплением пластин и вкладышей винтами; г – с тангенциальным креплением пластин; д – со специальными пластинами для отрезных работ (слева показана схема снятия пла-стины)
На рис. 4.31, а показан вариант дисковой фрезы, у которой трехгранные пластины 2 (без отверстия) крепятся в корпусе 1 с помощью клиньев 3 и винтов 4, а также колец 1 и служат одной из баз под режущие пластины. Другой базой являются открытые пазы в корпусе фрезы с разным направлением наклона к оси смежных зубьев, обеспечивающим надежный отвод стружки и положительные передние углы на торцовых режущих кромках.
На рис. 4.31, б показана схема крепления трехгранных пластин 2 во вкладышах 5 клиньями 3 и винтами 4. Вкладыши 3 имеют V-образные пазы под пластины и располагаются со стороны передней поверхности пластин 2. Они крепятся в корпусе 1 винтами 6. У таких фрез вкладыши сменные, корпус хорошо предохраняется от повреждений, обеспечивается нормальный отвод стружки, но они могут успешно применяться только при относительно небольших глубинах резания.
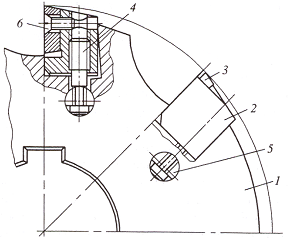
Рис. 4.32. Дисковая трехсторонняя фреза с механическим креплением трехгранных пластин с задними углами
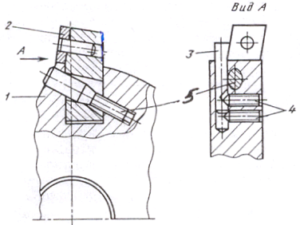
Рис. 4.33. Схема трехсторонней дисковой фрезы с регулируемыми пла-стинами: 1 – корпус; 2 – режущие пластины; 3 – регулировочный штифт и винт; 5 – крепежный винт
За счет перемещения регулировочного штифта 3 и скоса, а также винтов 4, регулируется положение пластин в осевом направлении. Фиксируется их положение винтом 5.
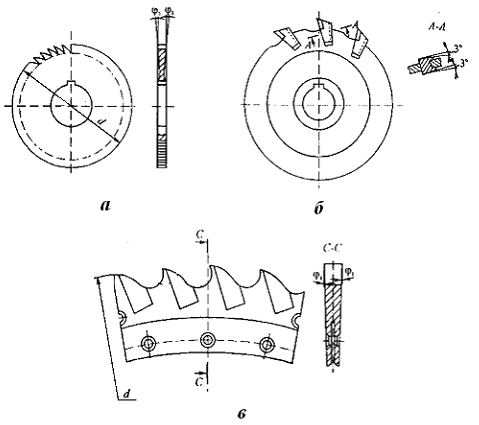
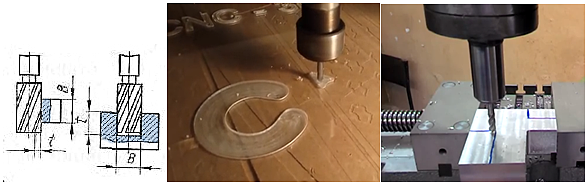
Рис. 4.34. Фрезы прорезные и отрезные: а – прорезная (шлицевая) и отрезная цельная; б – отрезная сборная (пила со вставными ножами); в – сегментные; d- диаметр фрезы; φ1— угол поднутрения
Сборные фрезы диаметром 250…2000 мм оснащаются вставными ножами (рис. 4.34, б) или сегментами из быстрорежущей стали. Сегменты состоят из 4…8 зубьев и закрепляются заклепками на диске пилы, который изготавливается из обычной конструкционной стали (рис. 4.34, в).
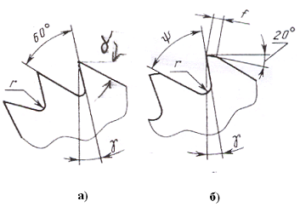
Рис. 4.35. Формы зуба отрезной фрезы; без ленточки (а); с ленточкой(б)
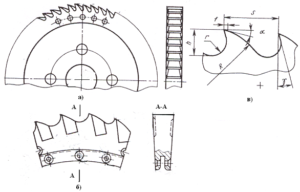
Рис. 4.36. Схема сегментной отрезной фрезы (пилы) из быстрорежущей стали: а – внешний вид пилы; б – сегмент; в – геометрия сегмента
Назначение фрез
Фрезерованием называется процесс механической обработки различных поверхностей, с целью получения изделия необходимого размера, типа и класса шероховатости. Данный процесс возможен с помощью специальных высокопрочных многолезвийных режущих устройств – фрезеров или фрезеровальных машин.

Фреза представляет собой динамическое тело, на поверхности которого находятся острые зубья. Внешний вид фрезы зависит от формы обрабатываемой поверхности. Металлические зубья могут быть расположены как на цилиндрической части, так и на боковине. Рабочую поверхность фрез изготавливают из следующих материалов: углеродистых сталей, быстрорежущих сталей, твердых и минералокерамических сплавов.
При выборе типа фрезы следует учитывать материал, из которого изготовлены его резцы. Прочность композита должна быть прямо пропорциональна площади обрабатываемого материала. Чтобы избежать приобретения низкокачественных фрез, необходимо выбирать проверенные марки с подлинным сертификатом качества.
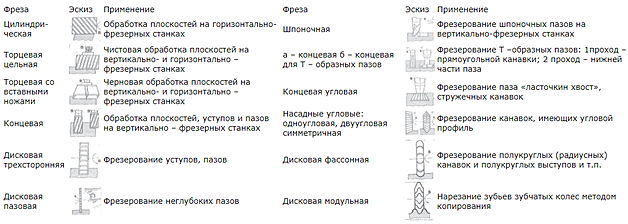
Краткие сведения (виды фрез и их применение):
Отрасли применения: производство оборудования для нефтегазовой отрасли, производство трубопроводной арматуры, аэрокосмическая промышленность, производство инструментов и форм (POS-материалов, наружной рекламы, плоских и объёмных букв, табличек, логотипов, указателей, мебели и предметов интерьера, рельефных изображений, барельефов, скульптур, 3D объектов и т.д.), автомобильная промышленность, общее машиностроение, строительство, энергетика, производство железнодорожного транспорта, судостроение, медицинская промышленность и т.д.
Цилиндрические фрезы
Область применения – для обработки открытых поверхностей на горизонтально-фрезерных машинах. Бывают с прямыми и винтовыми лезвиями. В основном изготовляются из углеродистой, быстрорежущей и легированной стали.
Цилиндрические фрезы в основном употребляются для обработки сложной многослойчатой поверхности, а также при работе с нержавеющей жаропрочной сталью, конструкционной сталью, серого чугуна, легкообрабатываемых материалов (медь, алюминий), органического стекла, слоистых пластмасс и стеклопластиков. Наиболее часто применяются с винтовыми зубьями, т.к. они более функциональны, и обработка выполняется более качественно. При разработке фрез с винтовыми зубьями мастеру необходимо учитывать нагрузку на конструкцию – это обеспечивает более точную и качественную работу инструмента.

Широко применяются в строительстве для изготовления погонажных изделий. Профили ножей используются различной формы, в зависимости от конечного результата.
Виды погонажных изделий:
Торцевые фрезы
При помощи торцевых фрез обрабатывают плоские поверхности на вертикальных и горизонтальных фрезерных станках. Подходят для обработки стали и прерывистых плоскостей. Корпус изготавливается из углеродистой, быстрорежущей и легированной стали.
Режущие элементы находятся на цилиндрической и боковой поверхностях фрезы, что позволяет работать с двумя перпендикулярными плоскостями одновременно.
Лезвие фрезы имеет три элемента: главное, переходное и вспомогательное.
В контактной поверхности работает большое число зубьев, что позволяет сдерживать излишние вибрации – соответственно, повышается качество обработки детали. Основное назначение – это 3D обработка различных поверхностей типа штампов и пресс-форм.
Данный вид фрез массово применяется в автомобилестроении для изготовления картера коробки передач. Картеры для высокоэффективных КПП изготавливаются, как правило, из доэвтектических алюминиевых или магниевых сплавов. Основными требованиями при изготовлении этих деталей являются строгое соблюдение заданных размеров и минимальное машинное время. Для высокоточной и экономически эффективной обработки этих сложных деталей применяют торцевые фрезы с большим количеством зубьев. За счет регулировки резцовых вставок с точностью до микрон и оптимальной геометрии режущих кромок достигается высокое качество обработки и исключительная стойкость.
Концевые фрезы
Концевыми фрезами высекают канавки, сквозные пазы, окна, карманы, шпоночные канавки и многое другое. Материал изготовления преимущественно быстрорежущая и легированная сталь. Остроконечные лезвия в таких фрезах располагаются на цилиндрической поверхности – ими осуществляется основная фрезеровка. На боковине в основном зачищается дно канавки. Лезвия в данных фрезах бывают винтовыми или наклонными.
При изготовлении электроэнергетического оборудования, а также в процессе сооружения и эксплуатации электростанций, применяется большое количество изделий со стандартными и специальными резьбами. Для производства турбин большой мощности, помимо прочего инструмента, масштабно используются концевые фрезы с пластинами типа U. Это позволяет обеспечить безопасность и надежность работы готового изделия, при этом увеличивая КПД на более чем 50%, при уменьшении времени на обработку готового продукта.
Дисковые фрезы
Дисковые фрезы применяются для обработки пазов, канавок и разрезки металлических и других элементов. Основное их назначение – это распил деревянных заготовок. В основном изготовляются из быстрорежущей и легированной стали. Этот вид фрез имеет высокую эффективность, несмотря на то, что у них часто иссечены зубья.
Основное применение дисковых фрез – фасонное фрезерование, отрезка деталей, прорезка шпоночных пазов и т.д. Преимущества конструкции очень ярко выражаются при обработке крупногабаритных изделий и пакетной обработке. Поэтому для изготовления зубчатых колес в машиностроении стали применять специальные твердосплавные дисковые призматические фрезы с углами 60 и 90 градусов, радиус на вершине зуба 0,03 мм, охватываемые диаметры фрез – от 15 до 80 мм. Данные фрезы дают возможность обрабатывать зубчатые колеса внешнего зацепления, зубчатые рейки, наружные шлицы, звездочки цепных передач и другие детали с зубчатыми элементами. Применяя дисковые фрезы можно добиться высочайшей производительности, позволяя сократить продолжительность цикла обработки не менее чем на 50% по сравнению с любыми другими методами нарезания зубчатых колес.
Угловые фрезы
Угловые фрезы используют для обработки канавок с угловым профилем. Основное назначение – это инструментальная промышленность, где фрезы применяют для прорезки стружечных углублений, разверток, зенкеров и прочее. Изготавливаются угловые фрезы цельными конструкциями из быстрорежущей стали.
Исходя из конструкции угловых фрез, их массово применяют для фрезерования стружечных пазов самых различных металлорежущих инструментов, в том числе и самих фрез (пазы типа «ласточкин хвост») и конструкций двух сопряженных плоскостей. Использование данного вида фрез позволяет увеличить скорость фрезерования и сэкономить время на обработку изделия.
Шпоночные фрезы
Главная и отличительная особенность – это фрезерование, как в одну, так и в другую сторону. Материал изготовления – легированная сталь. Применяются на вертикально фрезерных станках или на станках с маятниковой подачей.
Используются в основном для выполнения проемов в металлических изделиях. В работе участвуют только боковые кромки.
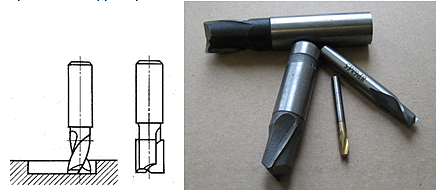
Соединения шпоночного типа можно встретить в самых разных приспособлениях. Чаще всего они применяются в машиностроительной отрасли. Шпонки для таких устройств бывают клиновыми, сегментными и призматическими. Основным инструментом для обработки шпоночных пазов на фрезере являются шпоночные фрезы, выпускаемые по Госстандарту 9140. Они располагают двумя резцами с режущими торцовыми основаниями, имеют хвостовик конической либо цилиндрической формы. Для обработки шпоночного паза они идеальны, так как боковые кромки данных фрез направлены непосредственно в корпус инструмента, а не в наружную часть. Шпоночные фрезы работают и с продольной, и с осевой подачей. Они гарантируют необходимый квалитет шероховатости уступов и пазов после обработки.
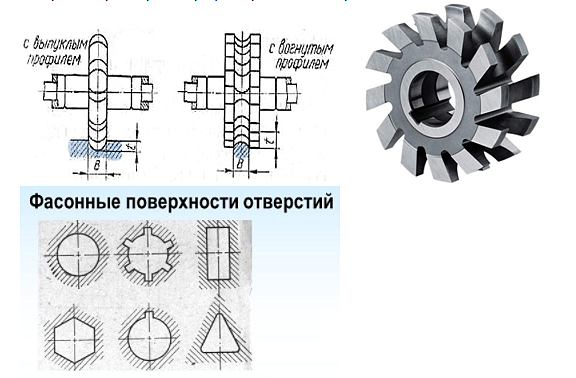
Фасонные фрезы
Фасонные фрезы применяются для обработки плоскостей и канавок усложненного фасонного профиля. Изготавливают из быстрорежущей и легированной стали. В отличие от стандартных, фасонные фрезы являются специальными, и проектируются с учетом габаритных размеров и профиля рабочей поверхности.
Фасонные фрезы широко применяются в металлообработке, т.к. обеспечивают высокую рабочую эффективность и позволяют низкоквалифицированному персоналу предприятий обрабатывать поверхности сложного профиля. С помощью фасонных фрез делается фасонное фрезерование профильных плоскостей — червяков, шестерен, оконных рам, багетов.
Так как фасонные фрезы являются специальными и предварительно проектируются под требования заказчика, они массово используются при производстве оборудования для нефтегазовой отрасли. Тем самым они идеально подходят для решения специфичных технологических задач. Например, для серийного выпуска муфт необходим большой ресурс работы инструмента. Данный вид фрез выполняет эту задачу на 100%, при этом сокращая время на обработку изделия.
Фрезы в мировых масштабах являются самым популярным приспособлением, которые используют для обработки различных поверхностей материалов. В составной части могут одновременно использоваться несколько вариантов лезвий, зубьев и режущих кромок. Отличительной чертой этого инструмента считается широкое разнообразие размеров, профилей, типов, форм и сфер применения для практически любой технологической задачи. Тем самым на сегодняшний день, фрезы являются незаменимыми, и широко используются в различных отраслях промышленности. Но наиболее важно знать для правильной эксплуатации – это как точно подобрать нужный вид инструмента и правильно его использовать, чтобы получить заготовку нужной формы и размера, и не повредить при этом фрезы.
Дисковые фрезы: виды и сферы применения
Режущий инструмент, представляющий собой диск с фигурными краями и отверстием в центре, довольно часто используется в металлообработке. В данной статье вы узнаете о разнообразии форм дисковой фрезы и их применении.
Представьте окружность, по внешнему краю которой размещаются режущие кромки. Это и есть дисковая фреза. Инструмент столь необычной формы пригодится для металлообработки в тяжёлой обстановке – с зажатием и вибрацией. Колебания нередко связаны с недостаточной жёсткостью оборудования или с недостаточным стружкоотводом из места реза.
Дисковые фрезы используются для выполнения уступов, раскроя металлического проката и труб, прорезания разных выемок и пазов. При этом инструмент отличается очень высокой производительностью.
Исходя из своих конструктивных особенностей дисковые фрезы подразделяются на два основных вида – отрезные и прорезные. Изучим их основное назначение.
Как следует из названия, отрезные фрезы предназначены для отрезных работ. Зубья такого инструмента вырезаются прямо из тела, а режущая кромка расположена вдоль оси. Встречаются дисковые пилы с мелким, средним и крупным зубом.
Чем мельче зубья, тем меньше подача инструмента, поскольку стружка должна вовремя удаляться из зоны обработки и не забивать канавки. Крупнозубые фрезы позволяют резать быстро и с большой подачей.
Обратите внимание, что обработка дисковой пилой обычно ведётся с использованием смазочно-охлаждающей жидкости. Она помогает удалять стружку и не допускать перегрева из-за трения инструмента о металлическую заготовку.
Прорезные фрезы используются для создания пазов и уступов. Обычно они обладают режущими кромками не только по наружной поверхности диска, но и на его торцах. С помощью такого инструмента можно фрезеровать сразу несколько плоскостей в пазах и канавках. Особенно хороши для этой цели трехсторонние дисковые фрезы.
Трехсторонняя дисковая фреза
Она представляет собой металлорежущий инструмент с основными зубьями на цилиндрической части и вспомогательными – на обоих торцах. Трехсторонняя дисковая фреза применяется для прорезания глубоких и длинных пазов и обработки узких поверхностей.
Из-за работы в тяжёлых условиях, сопровождающихся вибрациями, важно соблюдать некоторые правила. Так, для уменьшения колебаний нужно, чтобы хотя бы одна режущая кромка всегда была в контакте с заготовкой.
Кроме того, необходимо поддерживать правильную подачу на зуб. При прорезании глубоких выемок этот показатель нужно уменьшать, а при обработке небольших выемок и канавок – увеличивать.
Ну и конечно, важно выбирать инструмент только проверенных производителей. Это главный залог качества обработки. Например, за дисковые фрезы чешского производителя ZPS мы можем ручаться лично. Попробовав раз, заказчики остаются в восторге от инструмента и продолжают покупать его снова и снова. Цены и наличие можно посмотреть в нашем каталоге.