Что такое точечная сварка. Принцип работы и особенности
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
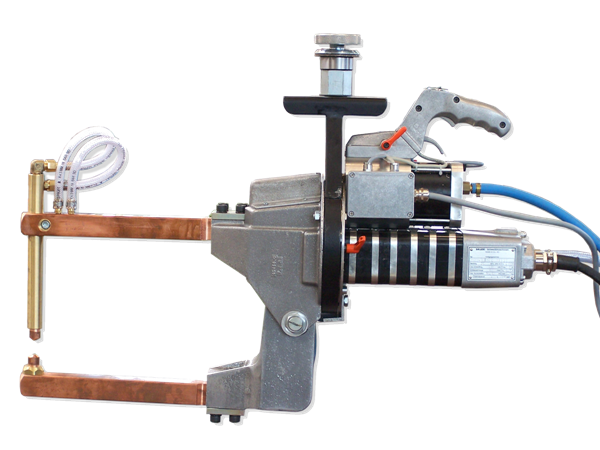
Любой аппарат точечной сварки состоит из двух блоков:
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
Среди недостатков можно выделить:
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная варка происходит в несколько этапов:
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
Обозначения точечной сварки на чертежах по ГОСТ
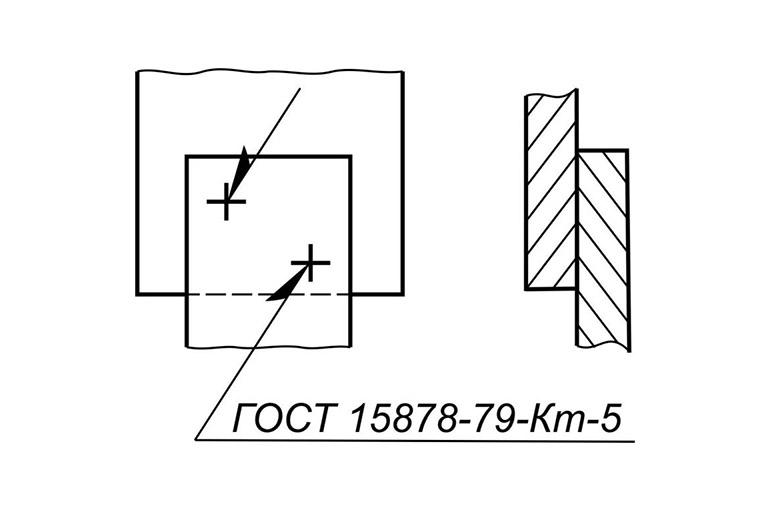
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.

Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.

Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Вступление
ТС один из видов контактной сварки, также существуют стыковочная, шовная и их производные. Однако широкого применения заслуживает именно точечное сваривание, о нем пойдет речь далее.
Точечная сварка применима везде. К примеру, при сборке современных кораблей, корпус имеет неисчислимое количество точек, формирующих собой надежный шов.
Ее принцип состоит в прогревании и сваривании изделия путем наложения элементов. Далее электродами последние прижимаются и пропускают через них большую силу тока.
Это означает, что электрический разряд в точке нагревает металл до температуры плавления. Тем самым детали сливаются воедино. В результате шов имеет приемлемый внешний вид и высокую надежность.
Точечная сварка имеет свои отличия от других методов контактного сваривания. Во-первых, такой метод варки ощутимо экономит время сварки (нужна малая доля секунды для создания одной точки). Для работы с ТС:
Зачастую к точечному свариванию прибегают в задачах по соединению стержневых элементов либо листов из тонкого металла. Этому виду сварки свойственно объединение как миллиметровых металлов, так и сантиметровых, но не более 3 см.
На практике, связывать приходится заготовки не толще 5-7мм. ТС широко используется для конструирования кузовов.
Плюсы и минусы
Популярность варки самостоятельно точечным методом обусловлена плюсами ТС. Она не требует электродов, проволоки и т. д. Это позволяет увеличить время на другую работу и бережет ваши деньги.
К следующим положительным особенностям относится:
А возможный объём работ ошеломит, ведь за одну лишь минуту можно создать несколько сотен сварных точек.
Минусов незначительное количество, а именно: невысокая герметичность в сравнение со швами, созданными с использованием электродов.
И еще один недостаток, необходимость постоянного контроля напряжения в зоне точки сваривания.
Процесс ТС
Перейдем теперь к процессу точечной сварки, который состоит всего из 3-х этапов. Первый, подготовительный (рассмотрим отдельно ниже в статье).
Второй, свариваемый: после того как детали подготовлены, их располагают под остриём сварочной машины, затем сжимают. В результате деформации металла получаем углубление в виде точки.
Подаем ток, деталь нагревается, затем плавится, в углублении образуется жидкий центр. С течением времени ток проходит через весь центр и увеличивает точку в размере.
Эта точка формирует свариваемое место. Так как ранее была произведена деформация металла, процесс не формирует брызг метала, а шов в итоге выглядит естественно без зачистки.
Обратите внимание, при остывании центр немного уменьшает свой размер и тем самым создает остаточное напряжение.
Его необходимо убрать для этого есть несколько способов. Рекомендуем сдавить элементы сильнее перед окончанием сваривания, тогда шов становится более единородный. ТС своими руками проста и выполнима человеком без высокой квалификации.
Подготовительный этап
Разные способы сваривания металла, в т.ч. и ТС, предусматривают поначалу подготовку металла. Для начала очистите место сваривания:
Без очистки мощность теряется и приводит к большему износу сварочного агрегата. Рекомендуем применять следующие методы очищения:
Особое внимание надо уделить подготовке алюминия и его производных. На поверхности существуют плотная пленка оксида. Она служит барьером для качественного прогрева и сварки деталей. Поэтом требуется обязательно удалять планку перед началом сваривания.
Важность заключается в том, что конструкция созданная без удаления пленки, не будет иметь достаточную прочность.
Сварочные агрегаты
Для точечной сварки необходимо иметь прежде всего сварочный аппарат. Можно работать оборудованием как с постоянным, так и с переменным током; конденсаторного типа или на низкой частоте.
Все виды сварочных машин рознятся формой свариваемого тока и силовым электрическим контуром. У них существуют свои позитивные и негативные стороны. Нет конкретного аппарата, который устроит каждого сварщика.
Дефекты ТС
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Подытожим
Как для ручной, так и для автоматической работы еще и разного бюджета. В интернете вы можете найти детальное видео о создании ТС своими руками.
Для ее конструирования не понадобятся особые знания, хватит минут 15 вашего времени и агрегат будет готов. Удачи!
Как работать точечной сваркой?

Содержание:
Точечная сварка является наиболее распространенным видом контактной сварки: около 50% всех сварных конструкций сделано именно по этому способу. Она широко применяется в машино- и самолетостроении, что объясняется простотой метода и универсальностью его использования. Однако, есть некоторые тонкости, которые нужно знать, чтобы повысить производительность работы и качество соединяемых деталей. Об этом и пойдет речь в нашей статье.
Основные способы выполнения SPOT-сварки
Есть несколько распространенных способов точечной сварки, которые в основном отличаются подведением тока к поверхности деталей. Рассмотрим на конкретных примерах.
Ситуация №1: нужно соединить две заготовки. Никаких препятствий нет, поэтому в таком случае лучше использовать популярный двусторонний метод точечной сварки: детали зажимаются между электродами с приложением определенного усилия, и ток подводится одновременно с двух сторон.
Этот способ более всего подходит для сварки небольших элементов конструкций, открытых соединений и узлов с отбортовкой. Его преимуществом является высокое качество получаемого в результате работы соединения, так как двусторонний зажим заготовок позволяет обеспечить усилие, необходимое для создания крепкой сварной точки. Недостаток же заключается в том, что длина щипцов, которыми зажимаются свариваемые листы, ограничена. То есть если нужно сваривать крупные узлы, этот метод не подойдет.
Ситуация № 2: детали, которые нужно закрепить, входят в состав закрытого узла, поэтому нет возможности расположить электроды с двух сторон. В этом случае советуем воспользоваться методом односторонней точечной сварки.

Его можно использовать для соединений элементов практически любых размеров (ограничение лишь по толщине), так как нет зависимости от длины щипцов — электроды прикладываются к одной поверхности. В процессе сварочный ток распределяется между двумя деталями, а нагрев происходит от части тока, протекающего через нижнюю деталь. Для улучшения качества сварной точки можно использовать специальную медную прокладку, которая устанавливается там, где будут располагаться электроды. Она способствует повышению параметром протекающего через деталь тока, поэтому место сварки получается более прочным.
В этом случае помните, что при работе с деталями разной толщины (разница более чем в 3 раза) ток следует подавать к более массивной (толстостенной) заготовке. Избегайте слишком близкого расположения электродов, так как в этом случае существует возможность наружного выплеска расплавленного металла.
Преимущества использования данного метода:
Недостатком же является то, что не всегда можно обеспечить необходимое усилие зажима, поэтому качество такой сварки уступает двухсторонней.
Режимы точечной сварки
SPOT-аппараты способны работать в двух режимах: в «жестком» и «мягком». Первый характеризуется большим значением сварочного тока и малым периодом его пропускания, второй же, наоборот, небольшим значением тока и продолжительным временем работы.
Главные параметры работы:
Помните! Даже малейшее отклонение от рекомендуемой величины хотя бы одного из параметров негативно отразится на качестве сварки.

Значение всех вышеперечисленных параметров зависит от толщины и материала свариваемых деталей. Рассмотрим режимы на примере деталей из низкоуглеродистой стали, так как она является наиболее распространенным материалом для изготовления металлопроката (листов, швеллеров, труб, уголков и т.д.) и крепежных изделий и широко применяется в строительстве, при возведении различных металлоконструкций.
Например, для заготовок общей толщиной не более 5 мм рекомендуется цикл с одним импульсом тока и постоянным усилием сжатия. Если значение толщины превышает 5 мм, то понадобится несколько импульсов.
В таблице приведены значения основных параметров работы при точечной сварке низкоуглеродистой стали:
| Толщина детали, мм | Диаметр рабочей части электрода, мм | Усилие сжатия, кН | Сила тока, кА | Время сварки, сек | Минимальный диаметр ядра, мм |
| 1 | 5 | 1,5 | 7,5 | 0,4 | 4 |
| 2 | 7,5 | 3,5 | 10,5 | 0,6 | 6 |
| 2,5 | 8 | 3,5 | 11,5 | 0,8 | 7 |
| 4 | 12 | 4 | 11 | 3 | 10,5 |
| 5 | 13 | 5 | 12 | 4 | 12,5 |
| 6 | 15 | 6 | 13,5 | 4,5 | 14 |
| 7 | 17 | 7 | 14,5 | 5 | 15 |
| 8 | 18 | 8 | 15 | 6 | 16 |
Возможные трудности
Однако, качество сварного соединения зависит не только применяемого метода, но и от материала, из которого выполнена заготовка.
На производствах и заводах, где чаще всего приходится иметь дело с деталями, изготовленными из сплавов с высокой теплопроводностью (таких как медь, алюминий и т. д.), нужно учитывать некоторые нюансы, позволяющие получить качественную сварную точку. Следует помнить, что элементы из подобного материала очень быстро отводят вложенное тепло, и для их скрепления нужно подавать ток с очень высокой плотностью, достигающей 120-300 А/кв.мм.
Другой сложностью является прилипание частичек алюминия к электродам и частиц меди, из которой обычно изготовлены электроды, к алюминию в процессе работы. Для того чтобы уменьшить количество таких случаев, необходимо очень тщательно очищать поверхности, как заготовок, так и электродов. Учтите также, что из-за более низкого электрического сопротивления точечная сварка алюминиевых сплавов осуществляется гораздо проще, нежели чистого алюминия.
Для получения качественного результата работы с такими деталями нужно определенное значение сварного тока и время сварки. В случае отклонения от требуемого значения соединение будет ненадежным и быстро «разорвется». К примеру, несоблюдение рекомендуемого времени сварки или усилия сжатия электродов приведет к появлению непрочной сварной точки
Ниже приведена таблица с соотношением параметров режима точечной сварки, необходимых для получения прочного сварного соединения деталей из алюминиевых сплавов:
| Алюминиевый сплав | Толщина одной детали, мм | Значение тока, к·А | Продолжительность сварки, сек | Значение усилия сжатия электродов, кН |
| 0,8 | 20 | 0,1 | 3 | |
| 1 | 24 | 0,12 | 4 | |
| 1,5 | 27 | 0,14 | 5 | |
| 2 | 30 | 0,18 | 7 |
Как определить качество сварного соединения
На каждом производстве обязательно должна производиться проверка качества сварного соединения. Обычно для этого берут несколько образцов и разрушают их.
Если сварка была проведена качественно, то на одной детали будет глубокий кратер, а на второй останется само ядро сварной точки. Если этого не наблюдается, то это и есть непровар, и в этом случае нужно увеличить усилие сжатия или же время сварки.
Главным объективным показателем, свидетельствующем о качестве соединения, является размер ядра сварной точки (площади пятна контакта). Для любого материала будет справедливо, что диаметр ядра должен равняться трем толщинам (S) более тонкой детали, при этом допустимый разброс составляет 20%-80% S. Если диаметр полученного ядра меньше указанного диапазона, то это свидетельствует о недостаточном проваре, а если больший — то о выплеске расплавленного металла.
Описание технологии контактной точечной сварки
Точечная сварка чаще всего используется в бытовых условиях. С ее помощью можно надежно и быстро соединить металлические элементы. Для этого не нужно быть профессиональным сварщиком, а само оборудование можно сделать своими руками.
.jpg) Точечная сварка – процесс, при котором детали соединяются в одной или нескольких точках.
Точечная сварка – процесс, при котором детали соединяются в одной или нескольких точках.
Описание технологии точечной сварки
Техника соединения деталей различается в зависимости от вида металла, толщины заготовок, но общий порядок выполнения работ одинаковый.
Основные этапы сварочного процесса:
Обозначения по ГОСТу на чертежах
Порядок выполнения работ устанавливается технической документацией. Контактно точечная сварка на чертежах имеет свои обозначения с буквенным кодом. С лицевой стороны наносятся контуры области спайки, крестами обозначаются точки, к которым подводят стрелки с описанием, например ГОСТ 15878-79-Кт-5. Соединения в разрезе выглядят, как заштрихованные плоскости.
 Обозначение контактных швов по ГОСТу на чертежах.
Обозначение контактных швов по ГОСТу на чертежах.
Сфера применения и как это работает
Основные отличия контактной точечной сварки:
Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Трансформаторы для выполнения точечной сварки используются в автомастерских (устранение вмятин). По этой технологии также осуществляется пайка литиевых батарей ноутбуков.
Разновидности контактной сварки в общем
Контактные соединения подразделяют на 4 группы:
Каждый вид сварки имеет свои характеристики, область применения.
Точечный метод
Соединение деталей выполняется точками в одном или нескольких местах. Под воздействием импульсного тока и давлением электродов осуществляется нагревание поверхностей материалов, расплавление и соединение металла.
Сварка рельефная
Этот вариант спаивания напоминает предыдущий. В этом случае предварительно готовят выпуклые места для соединения. А форма точки зависит не от электрода, а от самой выпуклости.
Рельефная сварка используется при производстве электротехнического оборудования, автомобильной техники.
Создание шва
Шовные соединения получают нанесением в ряд одновременно двух и более точек. Если их наносить внахлест, получаются герметичные швы. Сварка выполняется с использованием одного или нескольких аппаратов.
 Шовные соединения получаются в результате нанесения ряда точек.
Шовные соединения получаются в результате нанесения ряда точек.
Такая техника спаивания позволяет получать качественные швы при соединении изделий толщиной до 3 мм. Ее используют для производства стальных и алюминиевых емкостей (канистр, бочек и пр.).
Стык встык
Контактное сваривание встык осуществляется по всей площади соединяемых компонентов.
Работы выполняются одним из 3 способов:
Первый способ используется для сваривания элементов малого сечения – до 2 см², труб, изготовленных из металлов с малым процентом содержания углерода.
Техника оплавления применяется для деталей с площадью сечения до 10 тыс. см².
Какие плюсы и минусы имеет
Благодаря высокой производительности и простоте эксплуатации оборудования точечная технология сварки получила широкое применение.
 Точечная сварка позволяет быстро и качественно соединить тонкие металлы.
Точечная сварка позволяет быстро и качественно соединить тонкие металлы.
Недостаток: негерметичные швы. Агрегат работает прерывисто, спайка материалов осуществляется в нескольких отдельных точках.
Требуемое оборудование и электроды
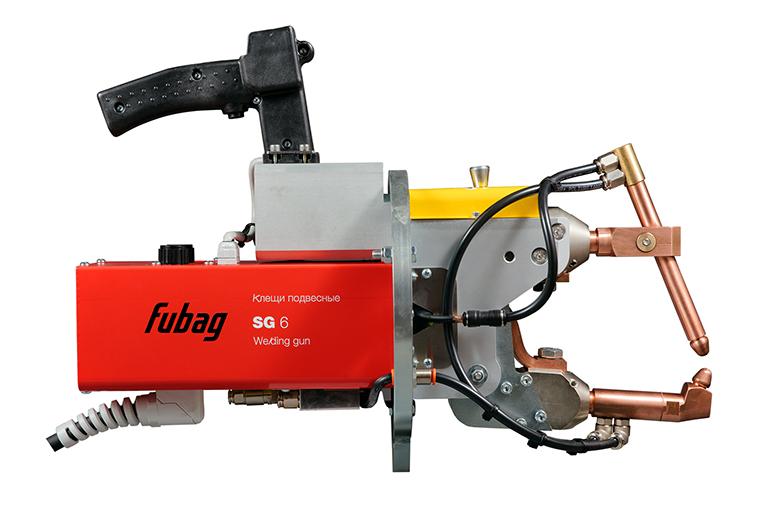
Точечные сварочные агрегаты подразделяют на 2 группы:
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
 Выполнение работ по сварке всегда начинается с подготовки оборудования.
Выполнение работ по сварке всегда начинается с подготовки оборудования.
Характеристика используемых электродов для сварных точечных соединений:
Плоские электроды применяют для одно- и двухсторонней сварки. В остальных случаях используют элементы бочкообразной формы.
Техника безопасности при работах
При эксплуатации агрегатов точечного типа нужно соблюдать правила техники безопасности:
Сварщик должен быть в плотной робе, специальной маске или очках, диэлектрических перчатках. При этом надежно изолируется рукоять клещей. Работать в помещении нужно в респираторе, должна присутствовать вытяжка.
Типы используемых аппаратов
При контактной точечной сварке агрегат способен выдавать разный ток.
По этим признакам оборудование делится на категории:
Для сваривания стальных сеток на предприятиях используют многоточечные агрегаты, которые позволяют делать соединения одновременно в нескольких местах.
Но самыми востребованными являются одноточечные модели, для которых используется переменный ток.
По каким характеристикам выбирать устройство
При выборе оборудования нужно учитывать следующие параметры: рабочие режимы аппарата, мощность, толщину материла, потребление электричества.
Режимы работы аппарата
В зависимости от свойств тока режим функционирования агрегата может быть жестким или мягким.
В первом случае используют ток большой плотности, сварочный цикл меньше 1.5 с. В таком режиме увеличивается производительность, но соединяемые детали нужно сильно сдавливать. Для работы используют электроды, диаметр которых превышает суммарное сечение спаиваемых элементов в несколько раз.
 Сварка может выполняться в жестком или мягком режиме.
Сварка может выполняться в жестком или мягком режиме.
Во втором случае применяют ток меньшей плотности, цикл сварки увеличивается до 5 с. Это позволяет снизить давление клещей на заготовки и работать электродами, диаметр которых равен толщине деталей.
Мощность напряжения
Сварочный аппарат можно подсоединять к однофазной линии на 220 В и трехфазной на 380 В. Мощность потребления в зависимости от модели может составлять от 3 до 12 кВт. К стандартной электросети не рекомендуется подключать оборудование, работающее с мощностью выше 5 кВт, т.к. проводка может расплавиться.
Толщина свариваемых листов
Этот параметр определяет максимальное сечение деталей, которые можно проварить агрегатом. При спаивании более толстых заготовок получаются некачественные швы.
Обозначение параметра может быть общим или раздельным. Например, в первом случае – «5 мм», во втором – «2,5+2,5 мм», но значение этих параметров одинаковое.
Промышленные модели, способные сваривать одновременно 3 стальных листа обозначают – «3+3+3 мм».
Экономичность потребления
Дешевые агрегаты предназначены для ручного управления. Некоторые модели работают только на максимальной силе тока, т.к. его регулировка не предусмотрена. Сварщик самостоятельно сжимает клещи, следит за периодом соприкосновения электродов, пока не будет выполнен нужный провар.
.jpg) Мощность сварочного аппарата – это одна из основных характеристик.
Мощность сварочного аппарата – это одна из основных характеристик.
Чтобы шов получился качественным, предварительно трансформатор опробуется на черновых заготовках того же сечения, что и основные элементы. Это делается для определения времени прижима. После этого можно переходить к чистовой работе.
Выпускаются модели, на которых сила тока регулируется – синергетическое (микропроцессорное) управление. Это существенно упрощает выполнение сварочных работ. Оператор указывает на панели прибора тип соединения и толщину заготовок. Механизм управления самостоятельно выбирает оптимальные параметры для работы, включает/отключает подачу тока. Задача мастера – только подносить электроды к месту соединения деталей. Но это дорогое оборудование.
Какие дефекты возможны при точечной сварке
В производстве и бытовых условиях востребована многоточечная технология сваривания стальных изделий. Ее используют для соединения тонких деталей. Швы получаются качественными и прочными.
Но не исключены и дефекты:
Также из-за короткого импульса или плотного прилегания соединяемых деталей может получаться недостаточная площадь расплава. В подобных случаях в одной сварной точке образуется несколько микросплавов, которые суммарно дают более слабое соединение, чем цельная точка.
Исправление ошибок
Точечная бесконтактная или контактная сварка осуществляется согласно разработанной технологии. Но в этой методике есть сложности, способные вызвать различные дефекты. А достаточно сложная диагностика точную картину о виде и качестве шва не дает.
Для устранения дефектов рекомендуется выполнить следующие действия:
Чтобы не приходилось исправлять недочеты, рекомендуется перед выполнением работ потренироваться на черновых заготовках.
Самоделка или заводской аппарат
Станок для точечной сварки, сделанный своими руками, позволяет сэкономить на кузовном ремонте и спаивании металлических конструкций. Профессиональное оборудование достаточно дорогое. Оно окупается только при выполнении больших объемов работ, т.е. на производстве.
Но для сооружения аппарата своими руками нужно знать его конструкцию, последовательность сборки. Для этого предварительно придется изучать техническую документацию, схемы и инструкции по сборке.
Самодельный агрегат для сварки стальных деталей – это незаменимый инструмент в гараже. С его помощью при необходимости можно подварить собственный автомобиль, собирать металлические конструкции (например, стеллажи), ремонтировать радиотехническое оборудование и т.д.
Для частых работ рекомендуется приобретать заводские аппараты с регулировкой тока для соединения деталей разной толщины, из разных металлических сплавов.