Уторный узел резервуара что это
Г.Г. Васильев, А.А. Катанов, Е.Е. Семин
(Научно-технический и производственный «Журнал нефтегазового строительства»)
В Российской Федерации создана мощная система магистрального трубопроводного транспорта нефти, включающая в себя более 1 тыс. вертикальных стальных резервуаров. Большая их часть построена в 1980-е годы и к настоящему времени исчерпала свой проектный ресурс, составляющий 30 лет.
Эксплуатирующие организации регулярно проводят диагностику и ремонт резервуаров, и для них чрезвычайно актуальными являются продление срока эксплуатации и снижение объемов ремонта.
При диагностике наибольшее внимание уделяется элементам конструкций резервуара, работающим в условиях сложного напряженно-деформированного состояния при высоком уровне напряжений. Одним из наиболее ответственных элементов резервуара является соединение между стенкой и днищем – уторный узел.
Известно, что наибольшую концентрацию напряжений вызывают дефекты сварных соединений – подрезы, которые можно рассматривать как трещиноподобные дефекты. Они являются определяющими при прогнозировании сроков безопасной эксплуатации резервуаров. Это также подтверждается результатами диагностики, при которой обнаруживаются трещины, развившиеся от подрезов в зоне сопряжения уторного шва и окрайки.
Учитывая современную практику применения высококачественных антикоррозионных покрытий на основе эпоксидных смол для защиты внутренней поверхности резервуаров, долговечность уторных узлов может определяться по критерию начала роста трещины или по критерию разрушения в процессе циклического нагружения.
Оценка долговечности уторных узлов выполняется в следующей последовательности:
Для определения НДС в уторном узле реальной геометрической формы был выбран метод конечных элементов. Для построения моделей и решения задачи использовался вычислительный комплекс ANSYS. В целях сокращения времени расчета были разработаны два типа конечно-элементных моделей.
Первая модель выбиралась из условия, что действие краевого эффекта от днища затухает в пределах первого пояса и включает первый пояс стенки резервуара, окрайку днища, уторный шов без дефектов и упругое основание резервуара. Нагрузки задаются от гидростатического давления и веса конструкций.
По результатам расчета установлено, что 95 % максимального значения напряжений составляет нагрузка от изгиба, возникающая в результате стесненности деформаций.
Вторая модель включает участки первого пояса стенки и окрайки длиной по 200 мм и уторный сварной шов с различными значениями выпуклости и вогнутости. Нагрузка задавалась в виде двух сил, приложенных к концам модели таким образом, что напряжения в зоне уторного шва отличались от первой модели не более чем на 2 %. Сгущение сетки производилось к пересечению сварного шва и окрайки. Все конструкции резервуара моделировались с использованием плоскостных элементов типа shell. Вычисление напряжений и деформаций производилось в предположении упругопластического тела. Модель использовалась для определения фактических напряжений в образце без дефектов сварного соединения и в образце с подрезами разной глубины. Было выполнено более 250 расчетов.
Напряжения в зоне подреза в окрайке, выполненной из стали 09Г2С варьируются от 285 МПа для соединения с вогнутостью 3–4 мм до 500 МПа для сварных соединений с подрезом глубиной 3 мм. Для стали 16Г2АФ аналогичные напряжения составляют от 346 МПа до 560 МПа соответственно.
По результатам расчетов второй модели установлено, что оптимальной формой сварного соединения является шов, вогнутый вовнутрь. Величина вогнутости уторного шва должна составлять 3–4 мм, в этом случае гарантируется отсутствие развивающихся пластических деформаций в зоне уторного сварного соединения в процессе эксплуатации.
Поэтому при проектировании и строительстве с целью снижения напряжений рекомендуется выполнять внутренний шов вогнутым на 3–4 мм.
Исследование долговечности уторных узлов выполнено по двум предельным состояниям: начало роста трещины и начало разрушения соединения.
Расчет ресурса по критерию начала роста трещины выполнялся по формуле Нейберга.
Анализ результатов расчета показывает, что инкубационный период роста трещин для уторных сварных швов с вогнутостью от 0,5 мм до 5 мм составляет 17 500 и более циклов, что соответствует сроку эксплуатации 50 лет при цикличности 350 циклов в год. Безопасная работа уторного узла резервуара с подрезами до 0,3 мм обеспечена на весь период эксплуатации для швов с оптимальными параметрами вогнутости, составляющей 3–4 мм.
Поэтому при проектировании и строительстве с целью безопасной эксплуатации уторного соединения без появления трещин рекомендуется устанавливать критерий отбраковки по глубине подреза 0,3 мм.
Исследование ресурса уторного узла по критерию начала разрушения выполнено по методике, использованной в нормативных документах «Транснефти» и «Газпрома». Для выполнения расчета разработана программа, позволяющая моделировать рост трещины до наступления разрушения уторного сварного соединения путем ее подращивания в цикле.
Алгоритм программы включает:
Анализ результатов расчетов показывает, что с увеличением вогнутости до
4 мм и уменьшением глубины дефекта увеличивается срок эксплуатации уторных узлов резервуаров. При равной глубине подреза срок эксплуатации уторных узлов различной формы отличается в 8–12 раз. Максимально допустимый подрез для эксплуатации уторного узла в течение 10 лет составляет 2 мм.
Для подтверждения результатов, полученных расчетным путем, выполнено экспериментальное определение долговечности уторных узлов с подрезом, выполненных из сталей 09Г2С и 16Г2АФ. Форма и условия нагружения образцов соответствуют второй расчетной модели.
Определение числа циклов до разрушения образцов производилось по результатам испытаний 18 образцов с подрезами различной глубины на испытательной машине Instron. Пропилы в образцах, имитирующие подрезы, располагались в околошовной зоне. Максимальное число циклов нагружения составляет 35 000. Для создания расчетных напряжений образцы закреплялись с использованием торцевых планок в зажимах машины и растягивались с постоянным усилием.
Анализ результатов экспериментов показывает, что для уторных соединений из стали 09Г2С сходимость результатов эксперимента и расчета с учетом остаточных сварочных напряжений укладывается в 14–18 %, для стали 16Г2АФ сходимость результатов эксперимента и расчета укладывается в 7–8%.
Выводы
1. На основании исследований НДС разработаны рекомендации по оптимизации формы уторного узла по критерию минимальных эксплуатационных напряжений. Установлено, что минимальные значения напряжений возникают в уторном шве с величиной вогнутости 3–4 мм.
2. Исследования ресурса уторных соединений показали, что при строительстве резервуаров глубина максимально допустимого подреза может составлять 0,3 мм, а при диагностировании резервуара могут допускаться для дальнейшей эксплуатации уторные узлы с подрезами глубиной до 2 мм.
3. Предложена комплексная методика расчета ресурса уторных соединений, основанная на полученных функциональных зависимостях НДС в вершине дефекта и применении апробированных методик, определяющих процесс развития трещины. Данная методика использована при разработке РД «Руководство по оценке технического состояния резервуаров».
4. Экспериментальными исследованиями натурных образцов подтверждены полученные расчетные зависимости.
ПОВЫШЕНИЕ НАДЁЖНОСТИ СТАЛЬНЫХ РЕЗЕРВУАРОВ: Замена сварного таврового соединения стенки и днища тороидальным переходом
Самым нагруженным и ответственным элементом вертикальных цилиндрических стальных резервуаров (РВС) является сопряжение стенки и днища, называемое уторный узел. В работе предлагается заменить сварное тавровое соединение стенки и днища тороидальным переходом. Предлагаемая конструкция позволит значительно снизить возникающие напряжения, повысить надежность и продлить срок службы резервуаров.
Известны разработки различных нестандартных конструктивных решений сопряжения стенки резервуара с днищем. Так конструкция уторного узла может представлять собой гибкий торообразный кольцевой элемент. Авторы работы считают, что наиболее рациональной в отношении прочности формой сварного соединения является шов, вогнутый вовнутрь. Такой шов гарантирует небольшое снижение напряжений в зоне уторного сварного соединения в процессе эксплуатации.
Основным повреждающим фактором в зоне расположения сварного уторного узла является гидростатическая малоцикловая нагрузка, возникающая при заполнении и опорожнении РВС, образующиеся при этом дефекты существенно снижают надежность и срок службы РВС. Кроме того, при высоких малоцикловых напряжениях вероятность проявления сварочных дефектов в области таврового сварного соединения возрастает, в результате чего появляются скрытые микротрещины, что вместе с подтоварной водой способствует активному коррозионному процессу.
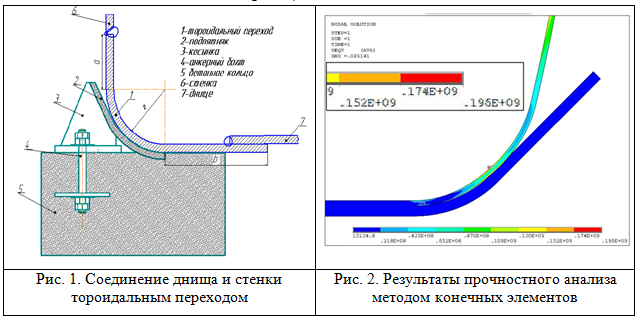
Для повышения эксплуатационной надежности и безопасности РВС предлагается заменить уторный узел частью тороидального кольца, соединяющего стенку с днищем. При этом для устойчивости резервуара по всему контуру стенки между тороидальным переходом и фундаментом резервуара предлагается уложить подпятник, с крепежными косынками, установленными с шагом, определяемым в зависимости от диаметра РВС и толщины первого пояса (рис.1).
По результатам расчетов, выполненных методом конечных элементов, выявлено, что максимальные напряжения в некоторых точках консоли окрайки стандартного уторного узла превышают предел текучести используемой стали, и достигают 360 МПа. В предлагаемой конструкции, напряжения, возникающие в зоне сопряжения стенки и днища, составляют около 196 МПа (рис. 2).
Таким образом, в предлагаемой конструкции, при воздействии гидростатической нагрузки, будет происходить плавное изменение геометрии стенки и днища резервуара. Снижение напряжений приведет к увеличению времени до образования пластических деформаций стенки и днища, появления трещин, к замедлению процессов коррозии и увеличению межремонтного периода нижней части стенки и днища, продлению срока службы резервуаров и снижению затрат на ремонт и эксплуатацию РП.
2. Землянский, А. А. Инновационные принципы проектирования резервуаров нового поколения для хранения углеводородов [Электронный ресурс] / А. А. Землянский // Симпозиум 2013 – перспективные технологии XXI века. / Балаковский институт техники, технологии и управления (филиал) СГТУ, 2012. – 35 с.
3. Васильев Г.Г., Оценка долговечности уторных узлов вертикальных цилиндрических резервуаров в процессе эксплуатации / Васильев Г.Г., Катанов А.А., Семин Е.Е.// Журнал нефтегазового строительства. 2012. № 4. С. 36–41.
Большая Энциклопедия Нефти и Газа
Уторная уголка
Уторные уголки к стенкам, днищу и крыше привариваются сплошными швами. [1]
В процессе эксплуатации ежедневному визуальному осмотру подлежат уторные уголки ( участки приварки нижнего пояса к днищу), вертикальные сварные швы нижнего пояса, штуцера, дыхательные и предохранительные клапаны, другое наружное оборудование. При обнаружении пропусков следует немедленно принять надлежащие меры в соответствии с утвержденной инструкцией. [2]
Опыт эксплуатации показал, что сегментные кольца, уторные уголки и внутренние накладки являются слабым местом в сварных листовых конструкциях и источником концентрации напряжений. При низких температурах в сварных швах и в околошовной зоне возникают трещины, которые распространяются в зону основного металла. [3]
Первоначально днище выполнялось с сегментным кольцом, к которому при помощи уторного уголка приваривался нижний пояс, а вертикальные швы для соединения листов поясов выполнялись в стык с накладками. Опыт эксплуатации и исследования показали, что сегментные кольца, уторные уголки и внутренние накладки являются источником концентрации напряжений. При низких температурах в сварных швах и возле них возникают трещины, распространяющиеся в зону основного металла. В связи с этим днища стали изготовлять без сегментных колец, а вертикальные швы выполнять встык без накладок и подваривать со стороны корня шва, что существенно улучшило качество швов. [9]
В настоящее время еще находится в эксплуатации много ро-зервуаров объемом до 10000 м3, имеющих в уторном узле кольцевые уголки. Поэтому в дальнейшем уторные уголки были заменены двусторонним швом между стенкой и днищем. [10]
Резервуары в процессе эксплуатации подвергают осмотру, текущему и капитальному ремонтам, периодичность которых устанавливается в зависимости от свойств содержащегося в резервуаре нефтепродукта, размеров и конструктивных особенностей резервуара. С увеличением емкости резервуара повышаются требования к его обслуживанию и осмотру. Ежедневному визуальному осмотру подлежат уторные уголки ( участки приварки нижнего пояса к днищу), вертикальные сварные швы нижнего пояса, штуцера, дыхательные и предохранительные клапаны, другое наружное оборудование. При обнаружении пропусков следует немедленно принять надлежащие меры в соответствии с утвержденной инструкцией. [11]
3. Термины и определения
В настоящем Стандарте применены следующие термины с соответствующими определениями.
Временные нагрузки подразделяются на:
а) длительные, расчетные значения которых в течение срока службы резервуара наблюдаются длительное время;
б) кратковременные, расчетные значения которых в течение срока службы резервуара наблюдаются в течение короткого отрезка времени;
— оптимальных габаритов резервуара (диаметра и высоты стенки);
— компоновки и вместимости резервуарных парков;
— количества установок пожаротушения и охлаждения резервуара;
— прочности и устойчивости конструкций резервуара (в соответствии с назначенным классом опасности резервуара).
В состав проекта КМ входят:
— общие данные и указания по применяемым материалам, изготовлению, монтажу и испытаниям резервуара, рекомендации по антикоррозионной защите;
— чертежи общих видов, планов и разрезов;
— чертежи узлов и элементов конструкций, с указанием профилей, толщин, сварных швов;
— расчеты конструкций резервуаров 1 и 2 классов опасности и резервуаров с защитной стенкой;
— нагрузки для проектирования основания и фундаментов.
В состав комплекта чертежей КМД входят:
— ведомости чертежей и отправочных марок;
— монтажные схемы с указанием отправочных марок;
— комплектовочная ведомость с указанием отгрузочных мест;
— чертежи отправочных марок, с указанием профилей, толщин, формы и размеров деталей и элементов, количеств и масс деталей и отправочных марок;
— отгрузочные чертежи (при отправке конструкций железнодорожным транспортом).
© 2007–2021 «ГК «Газовик». Все права защищены.
Использование материалов сайта без разрешения владельца запрещено и будет преследоваться по закону.
Методы ремонта резервуаров РВС
При ремонте основания резервуаров подбивают края песчаной подушки, заполняют пустоты под днищем в местах хлопунов и исправляют просевшие участки и отмостки.
Для ремонта основания применяют гидроизолирующий состав (черный или гидрофобный грунт), состоящий из смеси вяжущего вещества и песка. Песок должен быть крупностью 0,1-2 мм. Содержание в песке глинистых и песчаных частиц крупностью менее 0,1 мм должно быть не более 30-40%. В качестве вяжущего вещества применяют жидкие битумы марок А-6 и Б-6 или малосернистый мазут. Содержание кислот и свободной серы в вяжущем веществе не допускается. Количество вяжущего вещества в готовом изолирующем слое принимают в пределах 8-10% по объему смеси.
Ремонт основания выполняют с подъемом резервуара. Для этого к стенке резервуара приваривают прерывистым швом ребра жесткости из швеллера или двутавра, подводят под них домкраты необходимой грузоподъемности и поднимают резервуар на высоту, превышающую величину осадки на 15-20 см. Затем подбивают просевшую часть основания изолирующим материалом до проектной отметки. Резервуар можно поднимать также домкратами, установив их в приямки под днищем резервуаров.
После опускания резервуара нивелируют окрайки днища.
Если под днищем выявлены пустоты или выпучины (рис. 1) размерами, превышающими допустимые, в днище вырезают отверстие диаметром 20-25 см, засыпают в пустоты изолирующую смесь и уплотняют ее. После этого на вырезанное отверстие устанавливают и приваривают накладку из листа толщиной 5 мм. Размеры накладки выбирают так, чтобы обеспечивался нахлест 30-40 мм.

Рис. 1. Методы ремонта пустот под днищем и выпучин в днище.
а — местная просадка основания; б — выпучина в днище; в — участок, отремонтированный методом установки наладки
Днища резервуаров подвержены коррозионному и механическому разрушению. Наиболее часто встречаются трещины в сварных швах и основном металле сегментов и окраек днища, вызванные концентрацией напряжений в нижнем узле резервуара. Для устранения таких трещин срезают уторный уголок (если он есть) длиной 250 мм в каждую сторону от трещины и выявляют границу трещины путем травления дефектного шва 10%-ным раствором азотной кислоты. Концы трещины засверливают сверлом диаметром 6-8 мм, после чего разделывают трещину под сварку.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм

Рис. 2. Трещины в сварных швах сегментов и их устранение.
1 — подкладка; 2 — место трещины; 3 — шов, прикрепляющий сегмент к корпусу; 4 — уторный уголок.
В случае отсутствия технологической подкладки под шов устанавливают подкладку шириной 150-200 мм, толщиной 5-6 мм и длиной, несколько превышающей длину трещины. Заварив трещину, приваривают корпус в месте вырезки уторного уголка и торцы последнего к сегменту (рис. 2).
Аналогично устраняют трещины, распространившиеся из сварного шва на основной металл, а также мелкие трещины в основном металле окраек длиной до 100 мм.
Для устранения трещин длиной 200-300 мм в сегменте окрайки срезают уторный уголок на длину 1500 мм и участок сегмента (окрайки) шириной 500 мм с трещиной по середине. На это место подгоняют вставку встык с зазором 3-4 мм, устанавливают подкладки и приваривают вставку к сегментам окрайки днища и к стенке (рис. 3).

Рис. 3. Замена участка сегмента с трещиной.
а — технологические подкладки.

Рис. 4. Устранение больших выпучин в днище.
Выпуклости высотой до 200 мм устраняют путем заполнения пространств под ними гидроизоляционным материалом, а высотой более 200 мм удаляют. Для этого все сварные швы на участке выпуклости распускают газорезкой. Сильно деформированные листы удаляют и на их место подгоняют новые внахлестку. Сварку осуществляют в последовательности, указанной на рис. 4.
Если требуется замена днища полностью, резервуар поднимают на высоту 150-200 мм и вырезают днище. На отремонтированном основании собирают, сваривают и испытывают новое днище, затем опускают на него резервуар и соединяют днище с корпусом.
В корпусах резервуаров наблюдаются трещины в сварных швах и основном металле. Часто встречаются трещины в местах пересечений швов, вдоль и поперек швов. Продольные трещины в сварных швах, а также поперечные, не распространившиеся на основной металл, устраняют путем засверливания их концов, разделки дефектного места под сварку (под углом 60-70°) и двухсторонней заварки дефектных мест электродами диаметром 3 мм.
Для устранения продольных трещин длиной более 150 мм, начинающихся с любого горизонтального шва, а также поперечных трещин, выходящих на основной металл, вырезают дефектный участок (с трещиной посередине) шириной 1000 мм на всю высоту листа, разделывают кромки листов пояса резервуара и подогнанной вставки (рис. 5). Затем распускают горизонтальные швы в обе стороны от вставки по 500 мм, подгоняют вставку в стык или внахлестку и приваривают. Порядок производства сварочных работ при удалении листов с трещиной показан на рис. 6. Трещины в основном листе корпуса устраняют аналогично.

Рис. 5. Удаление горизонтальных и вертикальных сварных швов с трещиной
(цифры показывают последовательность сварки, стрелки — направление сварки).

Рис. 6. Технология производства сварочных работ при удалении листов с трещиной в основном металле.
Обозначения те же, что на рис. 5
Чтобы удалить пересекающиеся трещины в сварных швах (рис. 7), вырезают отверстие диаметром 500 мм с центром в точке пересечения сварных швов и устанавливают изнутри заплату диаметром 1000 мм. Толщина заплаты равна толщине листов этого пояса. Сначала сварку производят снаружи, затем внутри резервуара обратноступенчатым методом, длина ступени 200-250 мм.
Сравнительно часто встречается трещина по основному металлу I пояса, начинающаяся от места приварки резервуарного оборудования (рис. 8). В таких случаях лист удаляют полностью; иногда вырезают участок шириной не менее 2000 мм на всю высоту пояса. Новый лист монтируют, как описано выше.
При сборке листов в стык зазор между стыкуемыми элементами должен быть не менее 2 мм и не более 4 мм. При зазорах более 4 мм сварку ведут на подкладке толщиной, равной толщине листа. Свариваемые листы должны иметь скос кромок под углом 30-35°. При сварке необходимо следить, чтобы расстояние между пересекающимися сварными швами в днище и кровле было не менее 200 мм, а в корпусе резервуара не менее 250 мм.

Рис. 7. Устранение трещин, образовавшихся в месте пересечения швов.

Рис. 8. Трещина, начинающаяся от места вварки резервуарного оборудования.
1 — лист первого пояса; 2 — лист второго пояса, 3 — воротниковый фланец лазового люка, 4 — днище.
При сварке внахлестку размер ступени возрастает до 300- 500 мм. При капитальном ремонте резервуаров проверяют отклонение корпуса от цилиндрической формы при помощи отвеса. Эти отклонения могут быть в виде выпуклостей и вмятин. Они появляются при строительстве и в процессе эксплуатации резервуара и в основном в средних и верхних поясах, которые имеют меньшую жесткость; если стрела прогиба вмятин или выпуклостей превышает допустимую величину, их исправляют.
Допустимые величины отклонений поверхности (стрела прогиба) от вертикальной образующей цилиндра, соединяющей нижний и верхний края дефектного места, зависят от размеров дефекта и не должны превышать: 15 мм при длине дефекта по вертикали 1500 мм, 30 мм- при длине дефекта 3000 мм и 45 мм-при длине дефекта до 45000 мм.
При наличии в корпусе горизонтальных гофр с размерами, превышающими приведенные в табл. 1, их исправляют.
Для исправления вмятины в ее центр приваривают прерывистым швом круглую накладку из листовой стали толщиной 5-6 мм и диаметром 120-150 мм. К накладке приваривают серьгу. Правку производят при помощи трактора (ручной лебедки), трос от которого прикрепляют к серьге.